Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Универсальные и групповые системы управления промышленными роботами.Содержание книги
Поиск на нашем сайте 39. Универсальные и групповые системы управления промышленными роботами. Классификация систем управления ПР Различают три основные группы устройств ПУ промышленными роботами: 1. Цикловые (локальные, групповые) 2. Позиционные и контурные (локальные, групповые) 3. универсальные адаптивные роботы (системы) Цикловые групповые –ЧПУ с широкими инф-выч. возможностями, управления до 5 ПР одновременно, число дискретных входов/выходов 64, кол-во программируемых точек 128. Позиционные и контурные (груповые)– ЧПУ с развитыми инф.-вычислит. возможностями и интерфейсом, число роботов 5, число программных точек 500-1000. Универсальные – ЧПУ является многофункц. средствами управления с высокими инф-вычисл. возможностями, гибкостью и универсальностью. Для ЧПУ этой группы характерно использования разных сенсорных датчиков (сило-моментные, лазерные ….)
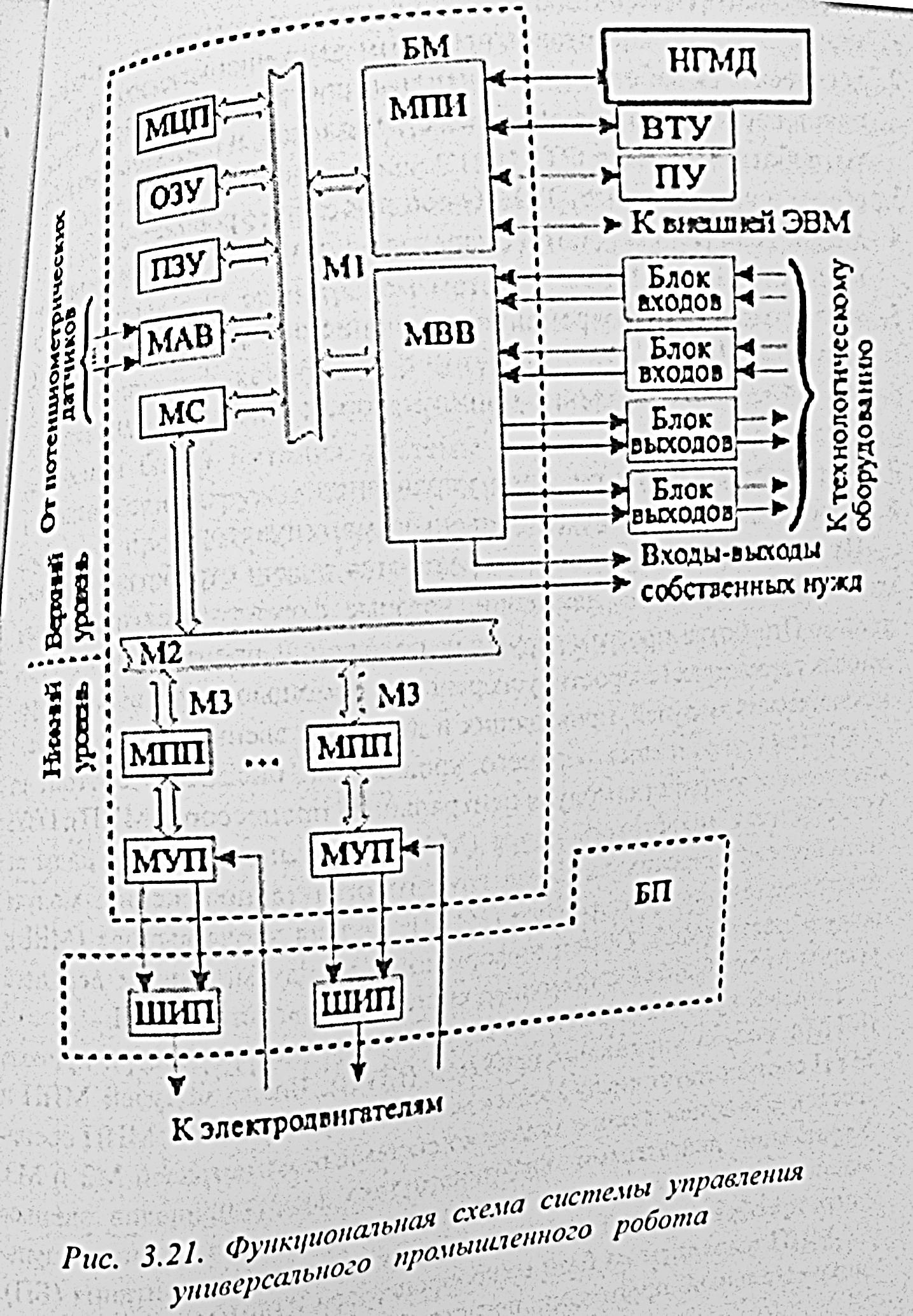
40. МИКРОПРОЦЕССОРНАЯ СИСТЕМА УПРАВЛЕНИЯ УНИВЕРСАЛЬНЫМ ПР «Сфера-36». Для универсального ПР РМ—01 применяется микропроцессорная система управления «СФЕРА-36». ПР РМ—01 предназначен для выполнения многообразных операций — сборки, монтажа, сортировки, упаковки, погрузки-разгрузки, дуговой сварки и т.д. Манипулятор робота имеет шесть степеней подвижности; звенья манипулятора соединяются друг с другом с помощью суставов, напоминающих локтевой или плечевой сустав человека. Общий вид манипулятора изображен на рис. 3.20. Его звенья приводятся во вращение индивидуальными электродвигателями постоянного тока через редукторы. Электродвигатели оборудованы электромагнитными тормозами, которые позволяют надежно затормозить звенья манипулятора при отключении питания. Этим обеспечивается безопасность обслуживания робота, а также возможность перемещения его звеньев вручную. Системы координат робота приведены на рис. 3.20. Базовая система координат (WORLD) имеет три взаимно перпендикулярные оси X, Y, Z с началом координат, расположенном на оси симметрии плеча манипулятора. При движении суставов манипулятора базовая система координат неподвижна. Инструментальная система координат (TOOL) прикреплена к монтажному фланцу кисти и перемещается вместе с ним. Робот имеет позиционно-контурную систему управления. Его номинальная грузоподъемностъ 2,3 кг при максимальной скорости перемещения до 0.5 м/с и максимальной абсолютной погрешности позиционирования ±0.1 мм. Манипулятор обслуживает рабочую зону а виде сферы радиусом 864 мм с вращением вокруг колонны (степень 1) на 320° и вокруг плеча (степень 2) на 250°. Связь с внешним оборудованием производится по 32 каналам (вход-выход). Емкость ОЗУ составляет 12 К слов. Связь с внешней ЭВМ осуществляется последовательным каналом. ВЗУ типа НГМД имеет емкость 65 К байт. Микропроцессорная система управления «СФЕРА-36» построена по иерархическому принципу (рис. 3.21) и содержит два уровня управления: верхний и нижний.
41. ПРОГРАМИРОВАНИЕ ПРОМЫШЛЕННЫХ РОБОТОВ.ПРОГРАМИРОВАНИЕ ОБУЧЕНИЕМ Метод обучения нашел самое широкое применение в различных конструкциях промышленных роботов и в настоящее время наиболее распространен. Суть метода заключается в том, что необходимые движения руки робота воспроизводятся оператором, а соответствующая им информация записывается при этом в память устройства управления. Затем робот переключают на автоматический режим, и он начинает воспроизводить всю последовательность движений до тех пор, пока не появится необходимость заменить программу. Как правило, современные устройства управления ПР позволяют хранить несколько программ, и поэтому записанную ранее программу при необходимости можно воспроизвести вновь. Этот способ прост, доступен рабочему соответствующей квалификации и не требует никаких дополнительных устройств. В процессе обучения промышленного робота человек, управляющий им вручную, составляет совместно с роботом следящую систему, являясь ее замыкающим звеном. Входным воздействием этой системы служит рассогласование в положении рабочего органа робота относительно заданной позиции, которое воспринимается оператором. Промышленный робот в режиме обучения — сложная динамическая система, параметры которой изменяются в процессе работы. Так, частоты собственных колебаний в угловых координатах зависят от значения перемещения по радиальной координате. Доминирующим звеном, определяющим вид передаточной функции ПР, является механическая его часть — манипулятор. Существуют три вида обучения — ручное, полуавтоматическое и автоматизированное.
ПРОГРАМИРОВАНИЕ ПРОМЫШЛЕННЫХ РОБОТОВ. АНАЛИТИЧЕСКОЕ ПРОГРАМИРОВАНИЕ ПР. Управляющая программа подготавливается с применением расчетных параметров в основном без участия оператора.
|
||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 71; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.150 (0.009 с.) |