N50...G95...F20...LF - скорость 20 мм/об.
N50...G95...F20...LF - скорость 20 мм/об.
15.Коррекция радиуса и положения инструмента при прямоугольном формообразовании.
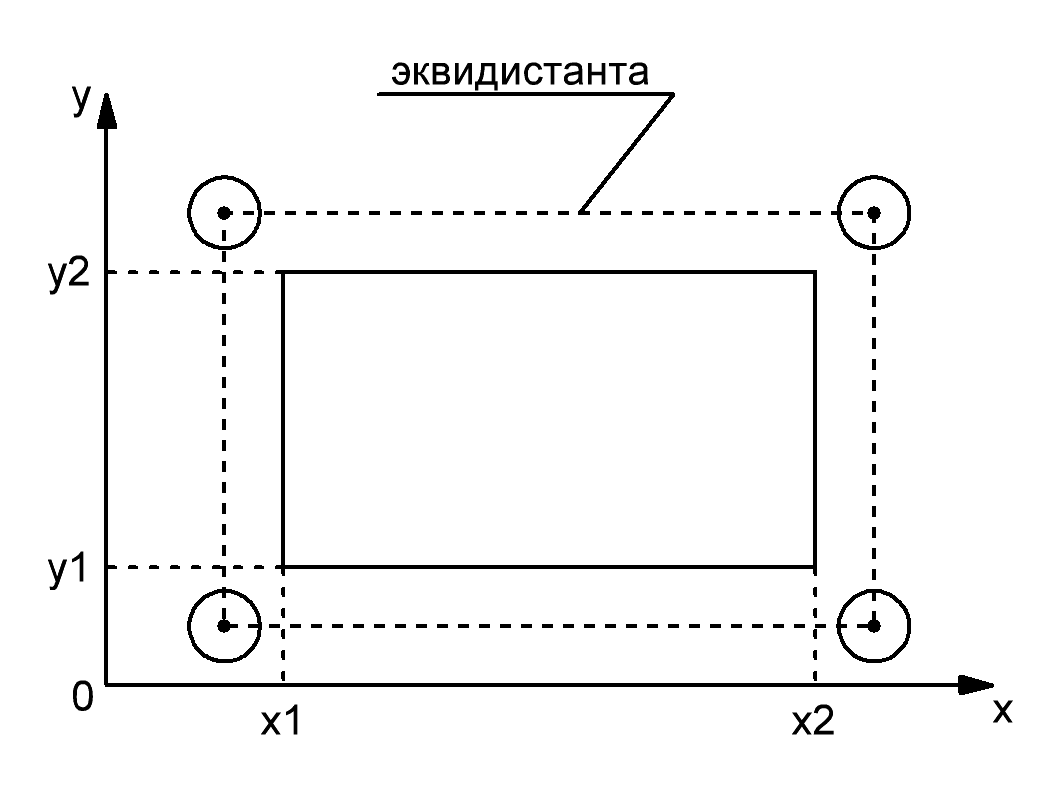
При ручной подготовке управляющей программы необходимо выполнять пересчет координат с учетом диаметра и длины инструмента. для этого в системах ЧПУ предусматривается программирование эквидистанты, под которой понимается совокупность координат точек центра инструмента при обходе контура. Для автоматического учета эквидистанты используются функции G43 (положительная) и G44 (отрицательная). Операторы G43 и G44 записываются перед каждой координатой, для которой требуется коррекция. G43 - координата инструмента > коорд. контура, G44 - коорд. инструмента < коорд. контура.
Отмена коррекции происходит по функции G40 (для всех координат).
16.Коррекция инструмента при непрямоугольном формообразовании.
При не прямоугольном формообразовании, учет коррекции разног инструмента осложняется и требует расчет эквидистанты.
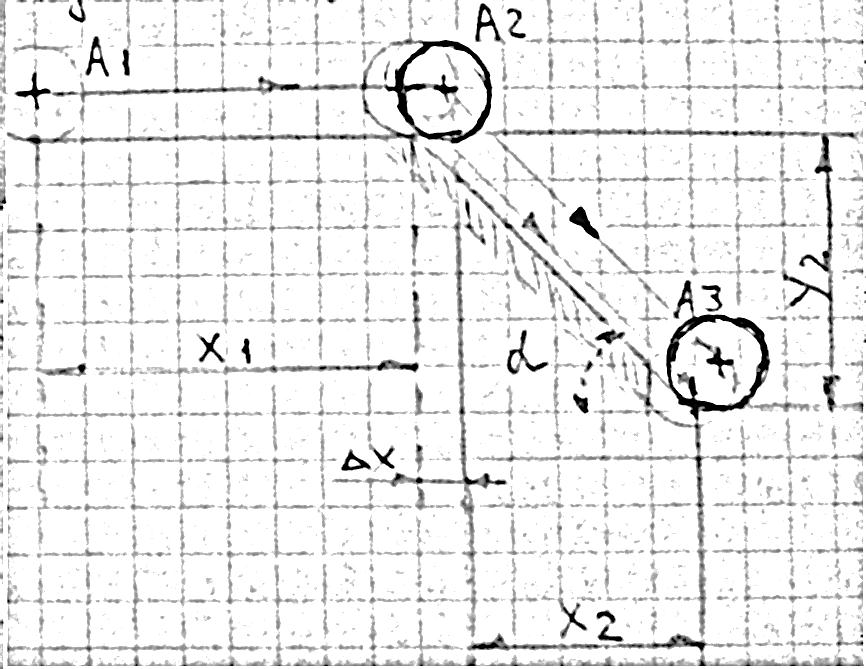
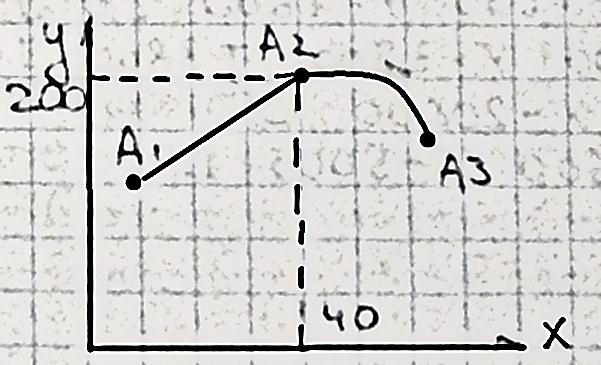
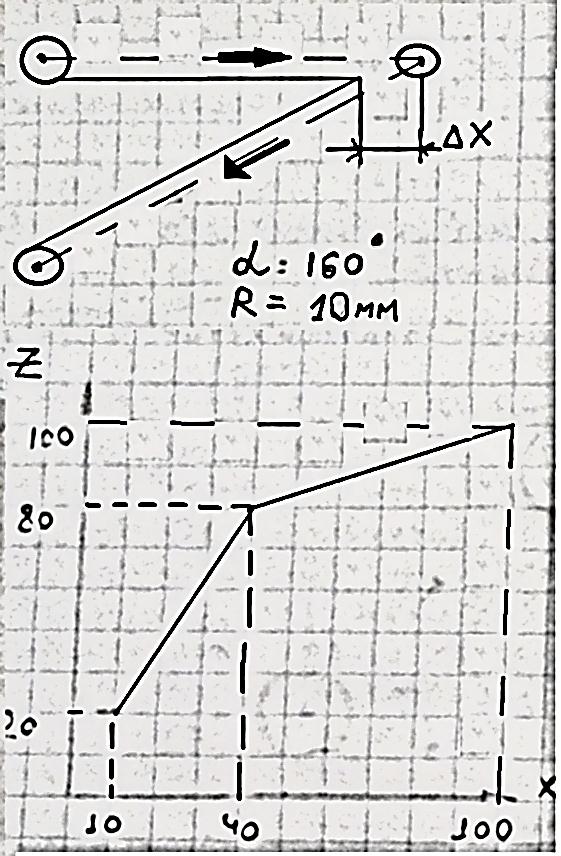 При движении инструмента из А1 в А2 радиус вектор инструмента расположен перпендикулярно к вектору скорости. При движении из А2 в А3 радиус-вектор инструмента расположен под некоторым углом к вектору скорости, что в случае отсутствия компенсации будет производить к съему лишнего слоя металла. Для того что бы этого не происходило радиус-вектор инструмента необходимо сместить на величину ΔХ, что бы радиус-вектор стал перпендикулярен вектору скорости. ΔХ=Ru*tg(α/2) При движении инструмента из А1 в А2 радиус вектор инструмента расположен перпендикулярно к вектору скорости. При движении из А2 в А3 радиус-вектор инструмента расположен под некоторым углом к вектору скорости, что в случае отсутствия компенсации будет производить к съему лишнего слоя металла. Для того что бы этого не происходило радиус-вектор инструмента необходимо сместить на величину ΔХ, что бы радиус-вектор стал перпендикулярен вектору скорости. ΔХ=Ru*tg(α/2)
ΔХ=10*tg80=90мм
G01 G90 G 41 D03 X4000 Z8000 I6000 J2000 F200 S1000 LF
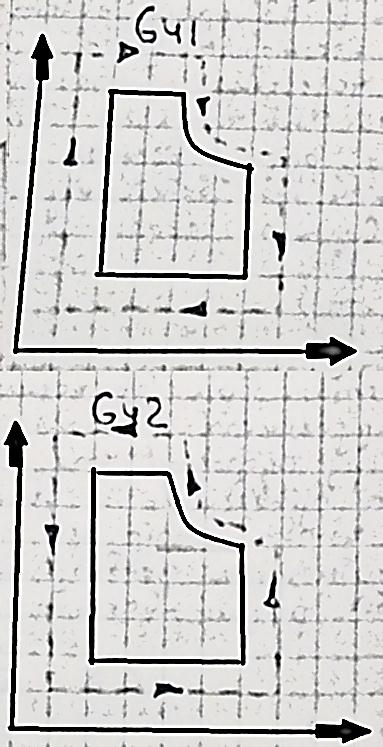 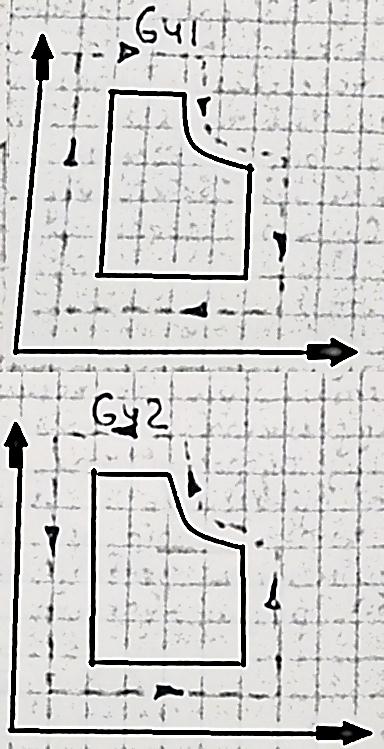 Из рисунка видно, что произвольное расположение сопрягаемых отрезков приводит к значительным затратам на вычисление эквидистанты. В таких случаях применяется функции G41, G42 для автоматического расчета эквидистанты. Из рисунка видно, что произвольное расположение сопрягаемых отрезков приводит к значительным затратам на вычисление эквидистанты. В таких случаях применяется функции G41, G42 для автоматического расчета эквидистанты.
G41 – когда контур детали справа по ходу движения
G42 - когда контур слева.
Формат коррекции имеет следующий вид
G41(42)D… Xx2Yx2IΔxJΔy 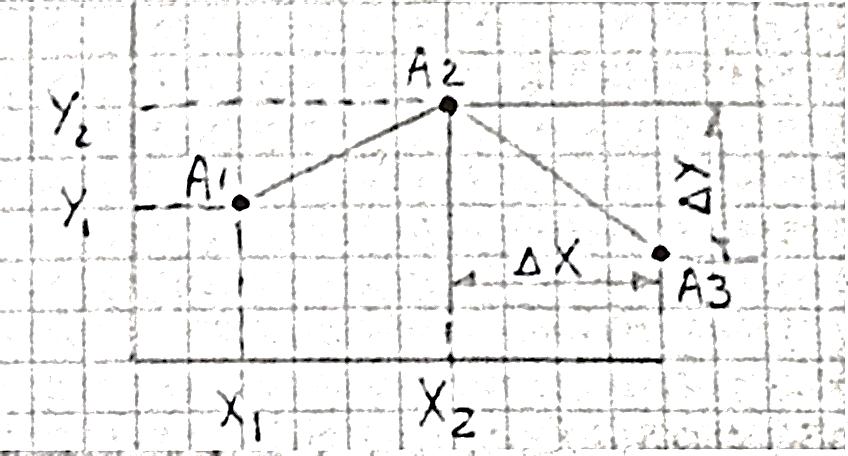
D содержит адрес ячейки корректора либо величину радиуса инструмента.I,J,K указывает приращение координат следующего кадра.
При сопряжении отрезка и дуги окружности в качестве параметров I,J,K указывают координаты вектора касательной к дуге в точке сопряжения.
 G41 D20 X4000 Y20000 I100 LF G41 D20 X4000 Y20000 I100 LF
При сопряжении дуг окружностей используется функция G45
Отмена коррекций осуществляется функцией G40.
|






