Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Требования к оформлению выполненного домашнего заданияСодержание книги
Поиск на нашем сайте ЭТАП 3. Выбор конкретной марки стали, которая по всем параметрам будет соответствовать требованиям задания. Эта задача также является весьма многофакторной. Поскольку типичный класс сталей для изготовления заданного изделия в принципиальном плане был определён на этапе 2(или 1), значит, диапазон концентрации углерода в стали известен. На этом этапе предстоит определить оптимальный комплекс легирующих элементов и количество каждого компонента, исходя из требований по прокаливаемости стали. Условия охлаждения при закалке диктуются не только максимальным сечением детали, но и особенностями её геометрии, возможным короблением или поводкой. При выборе марки стали важно учитывать также характер производства изделия (наличие или отсутствие дефицитных компонентов), степень его ответственности (качественная или высококачественная сталь требуется в конкретном случае). С использованием «Марочника сталей и сплавов» был проведён поиск низколегированной стали с повышенным содержанием углерода (0,55…0,60%), способной прокаливаться в масле на глубину не менее 12 мм. Стали с повышенным содержанием углерода, как известно, представлены в группе пружинных и в группе инструментальных сталей. Поскольку в работе топора используются ударные нагрузки, и решающее значение имеет высокая износостойкость рабочей кромки, поиск нужной марки провели именно среди инструментальных сталей, для которых эти факторы – важнейшие эксплуатационные параметры. По сочетанию требований, изложенных выше (содержание углерода в диапазоне 0,55…0,60% и небольшое количество легирующих элементов), подходит несколько сталей различного назначения. Наиболее типичные стали этой группы представлены в таблице 2: сталь 6ХС, использующаяся для рубильных ножей и пневматических зубил, сталь 6ХВГ (для пуансонов и штампов), сталь 60ХГ (для прокатных валков). Очевидно, что валковые стали для топора применять не стоит, т.к. они не предназначены для ударного нагружения. Таблица 2 Марка стали Прокаливаемость в масле, мм Максимальная твёрдость после закалки, HRC Типичное применение 60ХГ 34-68 Рабочие валки для горячей прокатки металлов 6ХС нет сведений (для стали 33ХС – 30) 58-59 Пневматические зубила, рубильные ножи, штампы для холодной обработки давлением 6ХВГ нет сведений (для стали ХВГ – 15-70) Пуансоны сложной формы для холодной обработки давлением
Поэтому из двух указанных штамповых сталей предпочтение следует отдать стали 6ХС, как более экономнолегированной (что важно для массового производства), не содержащей дефицитный вольфрам. Эта сталь, как следует из «Марочника сталей и сплавов», применяется именно для изготовления ударного инструмента, она гарантирует возможность получения при закалке требуемого уровня твёрдости 53…56 HRC и может выдерживать ударные нагрузки до 21Дж/см2 при температурах до - 60оС. Сведения о прокаливаемости в масле для этой стали в «Марочнике» отсутствуют, поэтому допустимо использовать такую характеристику стали такой же системы легирования, но с меньшим содержанием углерода 33ХС. Очевидно, что по прокаливаемости сталь 6ХС безусловно будет удовлетворять требованиям задачи. Аналогичное решение нашли и по стали 6ХВГ. Таким образом, с использованием «Марочника сталей и сплавов» выбрана сталь 6ХС, которая по уровню достигаемой твёрдости и по прокаливаемости в масле вполне удовлетворяет требованиям задания. Её химический состав по основным компонентам приведён в таблице 3. Таблица 3 Химический состав стали 6ХС (% по массе) С Si Mn Cr S P 0,60-0,70 0,60-1,00 0,15-0,40 1,00-1,30 < 0,03 < 0,03
Следует отметить, что эта сталь достаточно высокого качества: содержание примесей серы и фосфора в ней не более 0,03% (каждого элемента), что имеет значение для надёжной работы изделия при ударном нагружении, особенно в условиях низких температур (до – 60°C). Имея точный химический состав стали, можно приступить к разработке режима её упрочняющей термической обработки применительно к конкретному изделию – заданному строительному топору. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ: 1) По каким критериям выбрана марка стали для изготовления изделия? 2) Каким образом должен учитываться характер производства изделия при выборе марки стали? 3) Какие признаки положены в основу классификации сталей по качеству? 4) Сталь какого качества предпочтительнее для изготовления заданного изделия?
ЭТАП 4. Разработка режима упрочняющей термической обработки выбранной стали в соответствии с требованиями задания. Путь реализации в стали требуемых свойств в общем виде был определён уже на стадии анализа условий работы изделия (этап 1): типичные решения, как правило, предполагают проведение цементации, азотирования, улучшения, закалки определённой зоны детали на максимальную твёрдость или их комбинацию. На этом этапе необходимо определить конкретные режимы проведения каждой операции упрочняющей обработки, обосновать условия их выбора и подтвердить их соответствие требованиям задания.
В соответствии с заданием к свойствам материала топора предъявляются весьма сложные требования. Рабочая часть лезвия должна иметь высокую твёрдость для обеспечения износостойкости, а остальная часть лезвия и обух должны быть устойчивы против ударного нагружения, т.е. иметь определённый уровень и прочности, и пластичности. Очевидно, что подобное сочетание свойств в одном изделии представляет собой сложную технологическую задачу. Её решить можно, только применяя комбинированную термическую обработку. Сначала необходимо для всего изделия подобрать вариант объёмной закалки и отпуска, обеспечивающий получение требуемой твердости менее 45 HRC (т.е. создать запас вязкости сердцевины обуха), а затем только для рабочей части лезвия выполнить закалку с применения местного индукционного нагрева с использованием токов высокой частоты (ТВЧ). ТВЧ – закалка относительно легко вписывается в автоматизированное производство, что существенно сказывается на себестоимости изделия и вполне реализуемо в условиях массового производства [3]. Для разработки этих режимов упрочняющей термической обработки в качестве ориентиров нужны значения критических точек выбранной стали 6ХС, которая относится к группе доэвтектоидных. Эти сведения представлены в «Марочнике» и приведены в таблице 4. Таблица 4 Критические точки стали 6ХС АС1 АС3 МН 770°С 830°С 250°С
Доэвтектоидные стали подвергают, как известно [2], полной закалке и температуру нагрева под закалку определяют исходя из соотношения: tнагрева = Ас3 + (30…50)°С Для стали 6ХС это соотношение даёт расчётную оптимальную температуру закалки 860…880°С. В «Марочнике» представлены свойства этой стали для варианта закалки 840…860°С, что вполне приемлемо и будет далее рассматриваться в качестве ориентира. Учитывая, что выбранная сталь 6ХС – легированная, а закаливаемая деталь имеет сложную форму, охлаждение при проведении закалки следует проводить в масле. Такую же рекомендацию находим и в «Марочнике». В итоге такой закалки гарантируется получение структуры мартенсита и высокой твёрдости на уровне ≥ 57 НRC. Примечание: Из-за повышенного содержания углерода в данной стали при закалке кроме получения мартенсита в принципе есть небольшая вероятность сохранения и остаточного аустенита. Однако температура начала мартенситного превращения в ней Мн = 250°С (см. табл.4) – достаточно высокая, поэтому очевидно, что значимого количества остаточного аустенита в этой стали не должно быть и обработку холодом после закалки делать нет необходимости. Любая закаленная стальная деталь из-за быстрого охлаждения имеет высокий уровень закалочных (остаточных) напряжений. Это же касается и объёмной закалки топора, учитывая явную разнотолщинность разных зон этого изделия. Поэтому отпуск должен проводиться сразу после закалки (не позднее 1-2 часов) во избежание коробления или растрескивания изделия. По условиям задания твердость обуха топора в зоне крепления рукоятки должна быть не более 45 HRC, что будет гарантировать необходимый запас пластичности и сопротивление ударным нагрузкам. Очевидно, что обе цели (понижение закалочных напряжений и снижение закалочной твёрдости до нужного уровня) достигаются одновременно точным выбором режима отпуска закалённой стали [2]. Режим отпуска был выбран в соответствии с данными, приведёнными в «Марочнике». Влияние температуры отпуска стали 6ХС на её механические свойства представлены в таблице 5 (закалка при 840…860°С). Таблица 5 Влияние температуры отпуска на механические свойства стали 6ХС Температура отпуска, °С sв s0,2 δ ψ KCU, Дж/см2 HRC МПа % - - -
Можно видеть, что получение твёрдости менее 45 HRC должен гарантировать отпуск стали 6ХС при температуре > 500°C. Таким образом, в соответствии с требованием задания для получения нужного уровня твёрдости можно рекомендовать отпуск при 520-540°С. Такой отпуск называется высоким; он полностью снимает закалочные напряжения и обеспечивает в сталях распад мартенсита с образованием дисперсной смеси феррита и цементита, получившей название «сорбит отпуска». Существенно, что показатели пластичности и ударной вязкости стали при таком отпуске заметно повышаются и оказываются на хорошем уровне. Это очень важно, учитывая ударный характер работы изделия. В «Марочнике» нет прямых сведений относительно склонности стали 6ХС к обратимой отпускной хрупкости, которая проявляется во многих сталях как раз после отпуска в диапазоне температур 500… 600°С. Поэтому проанализировали другие стали аналогичной системы легирования. Есть сведения, например, о стали 33ХС: она склонна к такой отпускной хрупкости. С учётом этого факта после выбранного режима отпуска 530°C следует использовать ускоренное охлаждение изделия из стали 6ХС. Учитывая тонкое сечение металла в топоре, достаточно охлаждать топор после отпуска на воздухе или между стальными плитами. После такой термической обработки сталь 6ХС будет иметь следующий комплекс свойств: σв ≈ 1300 МПа, σ0,2 ≈ 1150 МПа, δ ≥ 8%, KCU ≥ 39 Дж/см2, HRC ≤ 45. Таким образом, объёмная упрочняющая термическая обработка топора – фактически «улучшение» [2]: закалка и высокий отпуск. Однако рабочее лезвие топора на высоте до 25 мм должно иметь максимальную твёрдость – 53-56 HRC. Это требование задания может быть выполнено путём применения дополнительной местной закалки лезвия с использованием индукционного нагрева токами высокой частоты (ТВЧ) [3]. Скоростной индукционный нагрев осуществляется при помещении изделия в специальной индуктор, создающий переменное электромагнитное поле высокой частоты [3]. В соответствии с законами электродинамики в изделии возникает переменный ток, сосредоточенный в тонком слое металла, который разогревается за счёт тепла Джоуля-Ленца. Регулируя частоту поля, можно создать условия, обеспечивающие определённую глубину поверхностного нагрева или полный прогрев тонкого сечения (как в нашем случае). При этом скорость нагрева весьма высока (100…500°С/с). При таких скоростях нагрева температуры критических точек всех сталей существенно повышаются, поэтому режим скоростной закалки назначается технологом по особым правилам, где главные параметры – скорость и температура нагрева, поскольку собственно выдержку при этом фактически не делают [3]. При местном скоростном нагреве детали во многих случаях для закалки не применяют специальную охлаждающую среду, поскольку теплоотвод в холодную часть детали вполне обеспечивает высокую скорость охлаждения. Применительно к закалке ТВЧ режущей кромки топора можно (при необходимости) рекомендовать охлаждение его нагретой части между стальными плитами, чтобы сохранить плоскостность лезвия топора. Таким образом, после скоростной закалки в рабочей части лезвия будет получена структура мартенсита, гарантирующая твёрдость 58-59 HRC. После такой местной закалки лезвия топор необходимо подвергнуть низкому отпуску при 2500С (см. табл.5) для достижения в лезвии твердости 53…56 HRC и понижения в нём закалочных (остаточных) напряжений. Скоростная закалка изделий с использованием токов высокой частоты – сложная техническая и технологическая проблема, однако её применение при массовом производстве (как указано в задании) и технически, и экономически обосновано.
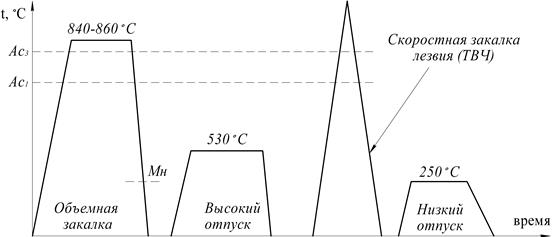
Рисунок 1 – Схема упрочняющей термической обработки строительного топора из стали 6ХС. ИТОГ: В результате выполненного домашнего задания, для изготовления строительного топора была выбрана экономно легированная сталь 6ХС и рекомендована комбинированная упрочняющая термическая обработка, гарантирующая получение высокой твёрдости лезвия (53…56 HRC) и твёрдости полотна и обуха топора не более 45 HRC. Топор может выдерживать ударные нагрузки уровня 39Дж/см2 при эксплуатации в условиях 20 0С и до 21 Дж/см2 при температурах до -60°С. Полная схема разработанной упрочняющей термической обработки стали 6ХС представлена на рис.1. Она включает объёмную закалку при температуре 840…860°C, охлаждение в масле, высокий отпуск при 520-540°С с ускоренным охлаждением, закалку лезвия топора с нагревом ТВЧ, отпуск при 250°С. В соответствии с разработанной схемой упрочняющей термической обработки можно представить последовательность структурных превращений в стали 6ХС на каждой её стадии. Исходное структурное состояние стали – феррит и перлит с преобладанием перлитной компоненты, т.к. сталь с повышенным содержанием углерода.
Объёмная закалка: Нагрев – превращение протекает в две стадии: · при переходе стали через Ас1 перлит превращается в аустенит; · при переходе стали через Ас3 завершается превращение смеси феррита и аустенита в аустенит, химический состав которого при выдержке становится однородным и соответствует содержанию элементов в стали. Охлаждение в масле гарантирует бездиффузионный характер превращения аустенита и получение структуры мартенсита во всём объёме изделия. Высокий отпуск при 5300С – в процессе выдержки протекает распад мартенсита с образованием феррито-цементитной смеси (образуется сорбит отпуска) и полностью снимаются закалочные напряжения. Скоростная закалка лезвия – в рабочей зоне лезвия топора дисперсная феррито-цементитная смесь (сорбит отпуска) в условиях скоростного нагрева и значительного превышения критической точки Ас3 превращается в аустенит. Такое превышение критической точки позволяет не проводить выдержку при выполнении скоростной закалки. Ускоренное охлаждение гарантирует получение в рабочей зоне лезвия топора мартенситной структуры и высокой твёрдости. Низкий отпуск при 2500С – понижает закалочные напряжения в зоне лезвия, формирует структуру мартенсита отпуска и немного снижает твёрдость до заданного уровня. ЗАКЛЮЧЕНИЕ Таким образом, в результате выполнения домашнего задания для изготовления строительного топора выбрана экономно легированная сталь 6ХС, разработан режим её комплексной упрочняющей термической обработки, гарантирующий получение заданных свойств в строительном топоре: твёрдость рабочего лезвия 53-56 HRC, твёрдость в зоне обуха менее 45 HRC, ударная вязкость при – 600С 21 Дж/см2. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ: 1) Что понимают под критическими точками стали, и каким образом они используются при определении режима упрочняющей термической обработки? 2) Как выбирается охлаждающая среда при проведении закалки стали, какую роль при этом играет химический состав стали и геометрия детали? 3) Как выбирается оптимальный режим отпуска стали при проведении упрочняющей термической обработки? 4) В каких случаях для изделия следует применять комбинированную упрочняющую термическую обработку? ЗАКЛЮЧИТЕЛЬНЫЙ ЭТАП. Необходимо представить список литературы, использованной при выполнении домашнего задания: конкретное издание «Марочника сталей и сплавов» (под редакцией В.Г. Сорокина или А.С. Зубченко), конспект лекций по курсу «Материаловедение» с указанием ведущего преподавателя, другую учебную или техническую литературу. ЛИТЕРАТУРА, ИСПОЛЬЗОВАННАЯ ПРИ ВЫПОЛНЕНИИ ДОМАШНЕГО ЗАДАНИЯ:
1. Марочник сталей и сплавов /под ред. В.Г. Сорокина. - М.: Машиностроение, 1989.- 640 с. 2. Конспект лекций по курсу «Материаловедение» (лектор …) Отчёт по выполненному домашнему заданию оформляется по правилам ГОСТ 7.32-2001 на листах формата А4. Отчёт должен иметь титульный лист с указанием фамилии и инициалов студента, индекса его группы, фамилии и инициалов преподавателя-консультанта, номера задачи и её варианта. На первой странице отчёта приводится полный текст задачи, включая эскиз детали и все исходные параметры для заданного варианта. Текст отчёта должен быть структурирован по этапам выполнения домашнего задания. В первой части отчёта (по результатам выполнения этапа 1 или этапов 1,2) необходимо: 1. Дать краткий анализ условий работы детали, определить преобладающий характер нагружения металла (статический, циклический, ударный), наличие зон трения и указать основные факторы, определяющие работоспособность детали в данных условиях. 2. Дать краткую характеристику геометрических особенностей детали, определить наличие концентраторов напряжений, оценить возможную склонность детали к короблению или растрескиванию при проведении упрочняющей обработки. 3. Сформулировать и изложить основные требования к структуре и свойствам стали, включая уровень прокаливаемости, которые смогут обеспечить работоспособность детали в предлагаемых условиях. 4. Дать обоснование диапазона концентрации углерода в конструкционной или инструментальной стали, который соответствует выполнению требований п.3 (стали цементуемые, улучшаемые, азотируемые и т.д.). Во второй части отчёта (по результатам выполнения этапа 3) необходимо: 1. На основании анализа соответствующей группы сталей в «Марочнике сталей и сплавов» выбрать и привести несколько (не менее трёх) марок сталей, которые по основным признакам близки к предъявляемым требованиям и подходят для изготовления заданной детали. 2. Сопоставить механические и технологические характеристики отобранных сталей и выбрать из них ту марку стали, которая в полной мере удовлетворяет всем исходным требованиям задачи, включая необходимый уровень прокаливаемости с учётом возможного коробления детали при закалке. Привести все обоснования по выбору именно этой марки стали. В третьей части отчёта (по результатам выполнения этапа 4) необходимо: 1.Для выбранной марки стали привести её химический состав, критические точки, уровень прокаливаемости, рекомендовать упрочняющую обработку, гарантирующую выполнение исходных данных задачи; при этом обосновать цели и условия проведения каждой используемой операции. 2. Представить рекомендованный режим упрочняющей термической (химико-термической) обработки выбранной стали графически в координатах «температура-время». 3. Дать краткие комментарии к превращениям, протекающим на каждой стадии обработки. 4. Привести полный комплекс свойств выбранной стали после рекомендованной термической (химико-термической) обработки и сопоставить их с исходными требованиями задачи. По результатам этого сопоставления представить заключение по выполненной работе. 5. Привести список литературы, использованной при выполнении домашнего задания.
|
||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 62; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.64 (0.009 с.) |