Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тенденции применения лазеров в технологических процессахСодержание книги
Поиск на нашем сайте
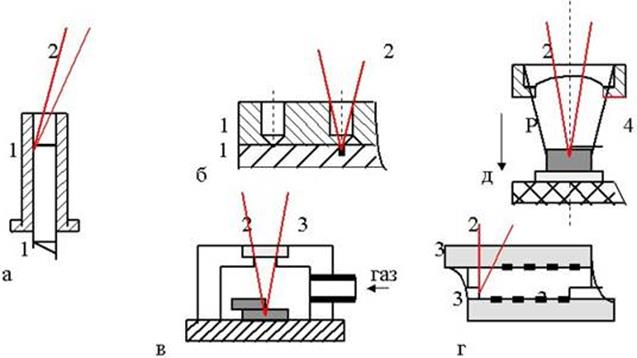
Использование лазеров в первую очередь предполагается в тех технологических процессах, которые неосуществимы с помощью других источников энергии или их осуществление связано с большими энергетическими и временными затратами. Предпочтительным оказывается применение лазеров при термической обработке элементов электронных схем, когда обрабатываемые участки сочетаются с участками или деталями, имеющими низкотемпературную стойкость, а также для микроразмерных и локальных термообработок. Во многих процессах оказалось возможным сочетать лазерное воздействие с другими видами энергии, например с действием плазмы электрического разряда, взрывной волны, ультразвука, механического и химического воздействия. Очень часто лазерная обработка проводится в присутствии химических, газовых и других рабочих сред, что позволяет проводить ряд работ, неосуществимых в других технологиях. Предпочтительным оказывается использование лазеров в процессах, где с его помощью возможно выполнение целого ряда операций одновременно или в одном технологическом цикле. Газовые лазеры обладают большой выходной мощностью, относительно высоким коэффициентом полезного действия и стабильностью параметров излучения. Твердотельные лазеры, используемые в настоящее время для технологических целей в машиностроении, достигают среднего уровня мощности 50 – 500 Вт, а промышленные, серийно выпускаемые газовые лазеры на СО2, – более 15 кВт. Лазерная сварка. Пожалуй, наиболее широкое применение лазерная сварка нашла в производстве изделий электронной техники, так как позволяет сваривать тугоплавкие металлы (вольфрам, молибден); проводить микролокальную сварку (~10 мкм); обрабатывать короткими импульсами (~10-2 – 10-3 с), что исключает нежелательные структурные изменения в материалах из-за подавления диффузных процессов; вести сварку в любой атмосфере, в труднодоступных местах, бесконтактно и без загрязнений; соединять материалы с различными теплофизическими и механическими свойствами. Процесс сварки лазером позволяет проводить операции вблизи от термочувствительных элементов. Несколько примеров сварки в труднодоступных местах схематично представлены на рисунке 1.11.
Рисунок 1.11 – Лазерная сварка в труднодоступных местах: а – и б – через
Лазерная сварка является энергоемким процессом, поскольку требует плавления материала. Основная особенность изучения физики плавления связана с тем, что при плавлении большинства металлов их электропроводность скачком уменьшается в 2 – 3 раза, что влечет за собой скачок теплопроводности и отражательной способности и тем самым приводит к новому режиму нагревания, характеризующемуся дополнительной затратой тепла на плавление. В этом случае очень часто прибегают к решениям, позволяющим резко увеличить производительность лазерной сварки за счет использования дополнительной энергии или специальной реактивной среды. Важным моментом процесса сварки с помощью лазера является возможность получения максимальной глубины проплавления zn без выплеска, что нужно для повышения надежности. Поскольку выплcеск связан с процессом испарения, то это означает, что температура поверхности расплава не должна превышать Тк. Величину znможно определить из выражения:
Максимальное проплавление можно получить, увеличивая длительность импульса tи или время облучения до величины t >> 10 dг2 / cэ с одновременным уменьшением плотности мощности излучения:
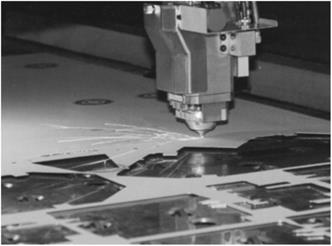
Дополнительные возможности увеличения глубины проплавления лежат в области технических решений формирования импульсов специальной формы. Энергетически вид сварки, связанный с глубоким кинжальным проплавлением реализуется в интервале значений Iо1 и Iо2. Лазерная пайка.Другой технологической операцией, также связанной с процессом плавления, является лазерная пайка, которую, подобно сварке, можно проводить в труднодоступных местах, закрытых объемах, используя все замечательные свойства лазерного излучения. Чаще всего для этой операции используются твердотельные лазеры с l = 1,06 мкм. Основными преимуществами лазерной пайки являются следующие возможности: практически мгновенная скорость нагрева; точное дозирование энергии в процессе пайки; прецизионность позицирования зон обработки и т.д. Размерная обработка материалов. При лазерной размерной обработке сфокусированный лазерный луч обеспечивает высокую концентрацию энергии и позволяет обрабатывать практически любые материалы независимо от их свойств. Под воздействием лазерного луча материал заготовки плавится, возгорается, испаряется или выдувается струей газа. Обработка проводится с высокой плотностью мощности лазерного излучения, достигающей порядка 107...108 Вт/см2. При лазерной обработке отсутствует механическое воздействие на обрабатываемый материал, возникают минимальные остаточные деформации после полного остывания материала. Вследствие этого лазерную обработку можно осуществлять с высокой точностью. Благодаря большой мощности лазерного излучения обеспечивается высокая производительность процесса в сочетании с высоким качеством обработанной поверхности. Компьютерное управление позволяет осуществлять лазерную обработку по сложному контуру поверхности заготовок с высокой степенью автоматизации процесса.
Рисунок 1.12 – Лазерная установка в процессе обработки заготовки
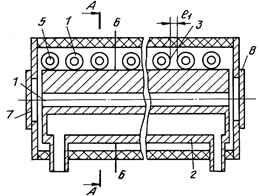
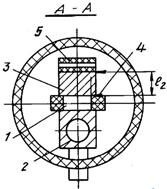
Лазерная обработка реализуется с помощью технологических лазерных установок (см рисунок 1.12) на основе СО2-лазеров, лазеров на алюмоиттриевом гранате с неодимом, лазеров на рубине и 1Ч2-лазеров, работающих как в непрерывном, так и импульсно-периодическом режимах излучения. При этом независимо от назначения и типов применяемых лазеров установки содержат следующие узлы: – источник оптического излучения – лазер; – оптическую систему для формирования лазерного излучения – энергетический или рабочий канал; – устройство для закрепления и перемещения обрабатываемого объекта – координатный стол с приводом; – систему управления работой лазера и координатного стола. Обработка отпаянным лазером.В разрядном канале 1 возбуждается поперечный разряд между электродами 2 и 3 и возникает состояние с инверсной заселенностью. В начальный момент в разрядном канале 1 реализуются условия, оптимальные для коэффициента усиления (см рисунок 1.13). Однако в дальнейшем из-за диссоциации СО2 и последующего необратимого избирательного поглощения кислорода в разрядном канале концентрация СО2 постоянно снижается и, следовательно, снижается коэффициент усиления и мощность излучения лазера. Этот нежелательный эффект устраняется размещением на электроде 3 стабилизаторов 5 газового состава, которые, будучи нагретыми за счет тепла, выделяемого в разряде, начинают эффективно регенерировать (со скоростью ≥ 1 ∙ 10-2 см3/с) СО в СО2.
Рисунок 1.13 – Отпаянный газовый СО2-лазер с поперечным разрядом и его
В результате вследствие диффузии СО и СО2 через торцовые отверстия в разрядном канале и зазоры между керамическими пластинами 4 и электродами 2 и 3 в разрядном канале установится и будет поддерживаться газовый состав, близкий к оптимальному, установившемуся в момент включения разряда. Вышеуказанные зазоры образованы по всей длине разрядного канала, и их величины определяются качеством механической обработки соприкасающихся материалов. Так, при втором классе обработки зазоры составляют порядка 100 мкм, что обеспечивает свободное проникновение в разрядный канал и из него молекул СО, О2 и СО2, имеющих соответственно размеры диаметров 2,7 ∙ 10-4 мкм, 3 ∙ 10-4 мкм, 3,36 ∙ 10-4 мкм. В предложенной конструкции лазера регенерационный запас возрастает по сравнению с прототипом пропорционально количеству стабилизаторов, размещенных на поверхности электрода, и, следовательно, обеспечивается более высокая эффективность процесса регенерации СО в СО2 за счет большей массы и поверхности взаимодействия с активной средой. Размещение стабилизаторов газового состава на поверхности электрода на расстоянии l1 друг от друга и на расстоянии l2 от разрядного канала, определяемых приведенной выше зависимостью от давления Р, обусловлено скоростями диффузионных процессов, которые, как известно, обратно пропорциональны давлению смеси. Коэффициент k определен экспериментально для различных давлений смеси в диапазоне от 20 до 100 мм. рт. ст., обычно применяемых в отпаянных СО2-лазерах. Таким образом, заявляемое изобретение позволяет обеспечить эффективную регенерацию СО2 (со скоростью не менее 10-2 см3/с) в пространстве, окружающем разрядный канал и во всем объеме разрядного канала, и тем самым создать отпаянный СО2-лазер с поперечным разрядом повышенной долговечности. Лазерная термическая обработка. При направлении лазерного луча на поверхность материала эффективность полезного использования энергии зависит от соотношения поглощенного и отраженного излучения. Поглощенная часть энергии проникает на небольшую глубину материала и преобразуется в тепло. Поглощение энергии лазерного излучения и переход её в тепловую происходит практически мгновенно и приводит к резкому возрастанию температуры материала в зоне лазерного воздействия. Одновременно происходит отток тепла вглубь материала. В зависимости от интенсивности излучения в поверхностном слое могут быть реализованы следующие процессы: нагрев до температур, не превышающих температуру плавления, но достаточных для структурно-фазовых превращений; нагрев до температур, превышающих температуру плавления, но ниже температуры испарения; интенсивное испарение. Тепловые процессы можно разделить на две группы. К первой группе следует отнести процессы, которые не вызывают оплавления поверхности и связаны только с нагревом поверхностного слоя обрабатываемого материала с последующим самоохлаждением. Ко второй группе целесообразно отнести процессы, связанные с оплавлением поверхности: лазерное термическое упрочнение с оплавлением; аморфизация поверхности; лазерное микролегирование, лазерная наплавка. Лазерное термическое упрочнение с оплавлениемосновано на локальном нагреве участка поверхности под воздействием луча и последующего охлаждения этого участка путём теплоотвода во внутренние слои. Скорости охлаждения для большинства сплавов превышают 200 °С/с. Сверхвысокие скорости охлаждения локальных участков вызывают специфические особенности при формировании структуры. При лазерном упрочнении в сталях образуются те же структуры, что и при обычной закалке: мартенсит, цементит, остаточный аустенит. Однако высокие скорости и локальность нагрева вызывают большую неоднородность и как следствие, дефектность структуры. Происходит увеличение плотности дислокации и рост напряжений в кристаллической решётке. Микротвёрдость в 1,1 – 5 раз превышает микротвёрдость структуры основы. Глубина упрочнённого слоя в зависимости от режимов облучения может достигать 0,05 – 3 мм [5]. Пробивка и сверление отверстий. Эта операция широко используется в промышленности, в приборостроении для получения отверстий в любых, в том числе хрупких и твердых, материалах диаметром от 10 мкм до 1 мм. Имеющая место шероховатость стенок при пробивке отверстий может быть уменьшена продувкой газа в процессе формирования канала.
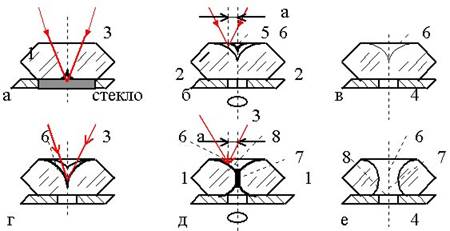
Рисунок 1.14 – Стадии обработки отверстия алмазной волоки: 1 - кристалл алмаза; 2 - пластина из хорошо поглощающего излучение материала; 3 - сфокусированное излучение; 4 - лунка в пластине 2; 5 - начальная лунка в кристалле алмаза; 6 - входная распушка и смазочный конус; 7 - рабочий канал; 8 - выходная распушка
Используя импульсный режим работы лазера с tи = 0,3 - 0,7 мс можно осуществить сверление с отношением zи / dг, равным примерно 30, что не достижимо другими методами. Наиболее выигрышной эта операция является при изготовлении отверстий малых диаметров и в хрупких материалах. Наиболее впечатляющим процессом является технология получения отверстий в алмазных волоках. Этот процесс достаточно сложный и ответственный, поэтому обработку ведут, комбинируя лазерную и ультразвуковую обработки. Ввиду чрезвычайной хрупкости материала используется многоимпульсный метод. Стадии одного из вариантов показаны на рисунке 1.14. Использование лазерного излучения позволило процесс получения отверстий в алмазных волоках или подшипниках ускорить в сотни раз. Для получения отверстий диаметром dо < 5 мкм используются лазеры с малыми значениями длин волн.
|
||
|
|
Последнее изменение этой страницы: 2024-06-17; просмотров: 59; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.64 (0.01 с.) |

 (5)
(5) (6)
(6)