Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Параметры лазерного излучения и их применение в технологических процессах обработки деталейСодержание книги
Поиск на нашем сайте
СО2-лазеры с медленной продольной прокачкой. В таких системах газовая смесь медленно прокачивается вдоль охлаждаемой лазерной трубки для удаления продуктов диссоциации, например СО, и отвода тепла через стенки резонатора. Главным ограничением этого лазера является зависимость выходной мощности от единицы длины разряда (от длины резонатора – l):
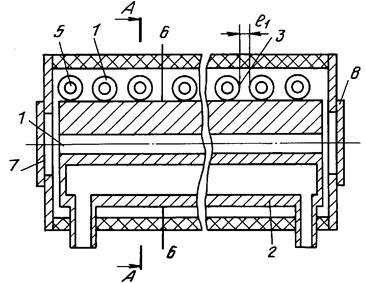
здесь D – диаметр активной среды, l – ее длина, p – давление газа. При оптимальных значениях Iр и постоянном значении p ∙ D = 22,5 мм. рт. ст. ∙ см величина выходной мощности прямо зависит от длины резонаторной трубки. Лазеры данной конструкции имеют относительно низкую мощность (50…100 Вт), для увеличения которой их делали очень длинными – до 100 м. Впрочем, этот недостаток удалось устранить, изготовив резонатор в свернутом виде, то есть в виде многотрубной укладки, а электроды – в виде щетки или гребенки по всей длине трубки. В этом случае удалось значительно сократить расстояния между электродами, а это, в свою очередь, позволило увеличить давление рабочей смеси (так как для поддержания устойчивого разряда в трубке требуется выполнение условия p ∙ l = const) и тем самым увеличить число активных центров. Такие усовершенствования привели к уменьшению размеров лазеров в сотни раз при сохранении мощности. В лазерной технологии квантовые генераторы такой конструкции используются для подгонки резисторов, для резки керамических пластин в электронной промышленности, а также для сварки тонких металлических пластин СО2-лазеры с быстрой продольной прокачкой. В таких конструкциях газовая смесь прокачивается со сверхзвуковой скоростью, что дает возможность охлаждать ее путем быстрого удаления смеси из рабочей зоны в охладитель и тем самым преодолеть ограничение на выходную мощность. Прокачка с большой скоростью означает увеличение количества активных центров, что позволяет увеличить ток Iр и тем самым Wл (так как Wл ~ Iр). В современных лазерах достигнуты параметры по мощности ~ 1 кВт/м и больше. За пределами резонатора газ не только охлаждается, но и проходит необходимую генерацию: 2СО + О2 = 2СО2 (3) в присутствии катализатора. В этом режиме лазер работает практически в автономном режиме. В настоящее время СО2-лазеры с быстрой продольной прокачкой (мощностью 1 – 3 кВт) нашли широкое применение во многих операциях по обработке и термообработке материалов и, в частности, для лазерной резки металлов (с толщиной до нескольких миллиметров). Отпаянные СО2-лазеры.Осуществление изобретения позволит создать конструкцию, обеспечивающую эффективную регенерацию СО2 (скорость порядка 10-2 – 10-1 см3/с) в пространстве, окружающем разрядный канал, и во всем объеме разрядного канала, а следовательно, в разрядном канале будет существовать на протяжении ресурса работы равномерный по всей его длине и близкий к оптимальному (установившемуся в начальный момент включения разряда) состав активной среды. Цель изобретения достигается тем, что в известном отпаянном СО2-лазере, содержащем вакуумную оболочку с электродами и стабилизаторами газового состава в виде полых цилиндров, соединенными с электродом, стабилизаторы установлены на внешней по отношению к разрядному каналу поверхности по крайней мере одного из электродов, при этом расстояние l1 между соседними стабилизаторами и расстояние l2 между каждым стабилизатором и разрядным каналом выбраны из соотношения: l1 ≥ k/P ≥ l2, где k – коэффициент пропорциональности, равный 5∙102 мм. рт. ст. хмм, выбранный из условия эффективной скорости диффузии молекул СО к стабилизатору и регенерированных молекул СО2 в разрядный канал; Р – давление активной среды, мм. рт. ст. Размещение стабилизаторов на внешней поверхности электрода полностью защищает их от воздействия разряда и исключает эрозию и связанные с ней недостатки, свойственные прототипу, так как стабилизаторы не контактируют с плазмой разряда. В связи с этим в предложенной конструкции не требуется применять специальные меры защиты оптических элементов. Расположение стабилизаторов на расстоянии l1 друг от друга и на расстоянии l2 от разрядного канала, определяемое вышеуказанным соотношением, обеспечит эффективную регенерацию СО2 со скоростью не менее 1∙10-2 см3/с во всем объеме разрядного канала и равномерно по его длине на протяжении всего ресурса работы, а следовательно, повышенную долговечность лазера (см. рисунок 1.7).
Рисунок 1.7 – Отпаянный газовый СО2-лазер с поперечным разрядом
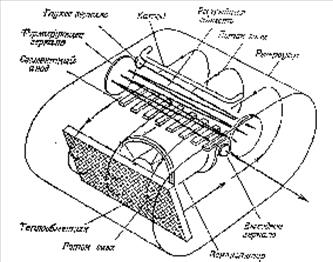
В отпаянных лазерах для регенерации молекул СО2 из СО в газоразрядную камеру помещается катализатор, для чего в газовую смесь помещают небольшое количество воды (~ 1%). Регенерация идет по следующей реакции (см. формулу 1). (СО и СО2 – колебательно-возбужденные молекулы). Иногда роль катализатора выполняет нагретый до 300 оС никелевый катод. Долговечность этих лазеров ≈ 104 часов, Wл = 60 Вт/м. Отпаянные СО2-лазеры применяют для механической обработки материалов микрорезанием. Отпаянные СО2-лазеры несколько более высокой мощности (порядка 10 Вт) привлекают внимание с точки зрения их использования в лазерной микрохирургии и для механической обработки микрорезанием. СО2-лазеры с поперечной прокачкой (ТЕ-лазеры). Снять ограничения на мощность, присущую лазеру с медленной продольной прокачкой, можно, если прокачивать газовую смесь перпендикулярно разряду. Если смесь прокачивать достаточно быстро, то можно решить проблему с охлаждением. В этом типе лазеров мощность с единицы длины разряда достигает нескольких киловатт на метр. Оптимальное общее давление ~ 100 мм. рт. ст. (что на порядок больше, чем в системах с продольной прокачкой). В связи с этим схема с продольным разрядом, применяемая в лазерах, описанных выше неприемлема, так как для выполнения условия U/p = const (4) (U – приложенное напряжение) потребовались бы электрические поля ≈ 100 – 500 кВ/м. Поэтому делают так, чтобы разряд протекал перпендикулярно оси резонатора. Эти лазеры в литературе получили название "ТЕ-лазеры". ТЕ СО2-лазеры обладают высокой выходной мощностью (1…20 кВт) и широко применяются в технологических операциях, связанных с обработкой металлов (резание, сварка, поверхностная закалка, поверхностное легирование металлов и т.д., и имеют довольно простую конструкцию (см. рисунок 1.8).
Рисунок 1.8 – Схематическое представление простого СО2-лазера c поперечной прокачкой и разрядом (ТЕ-лазера)
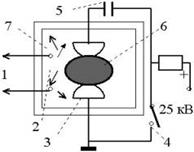
ТЕ-лазеры с быстрой поперечной прокачкой высокой выходной мощности широко применяются во многих приложениях, связанных с обработкой металла (резание, сварка, поверхностная закалка, поверхностное легирование металлов). СО2-лазеры атмосферного давления с поперечным возбуждением (ТЕА-лазеры). В этом лазере претворена в жизнь идея о том, как еще больше увеличить р по сравнению с ТЕ СО2-лазерами. Для этого наряду с увеличением давления рабочего газа к электродам прикладывают импульсное напряжение (t = 10-6 с). В этом случае исчезает опасность появления дугового разряда, так как не успевают развиться неустойчивости. Рабочее давление увеличивают вплоть до атмосферного. Эти лазеры называются ТЕА-лазерами. Энергосъем с единицы объема разряда составляет 10 – 50 Дж/л и сегодня ТЕА-лазеры являются одними из мощнейших генераторов. Принципиальным решением при разработке этой системы является создание определенного предварительного состояния рабочей среды, называемого предыонизацией, перед основным возбуждающим систему импульсом. Предыонизация осуществляется одним из трех способом: а) УФ – предыонизация за счет фотоионизации составляющих рабочей смеси искровым пробоем (см. рисунок 1.9); б) предыонизация электронным (импульсным) пучком; в) коронная предыонизация за счет использования коронного разряда. В зависимости от частоты импульсов рабочая среда может прокачиваться или не прокачиваться.
Рисунок 1.9 – Схематическое представление ТЕА СО2-лазера (вид вдоль
Лазеры такого типа (как источники мощного импульсного излучения) нашли применение в скоростных методах обработки материалов, когда импульсный характер пучка дает преимущества, например, импульсная маркировка, импульсная сварка и т.д. Волноводные СО2-лазеры. Волноводные СО2-лазеры. Для средних мощностей излучения (до 1…2 кВт) несомненными преимуществами по всем основным требованиям к индустриальным лазерам обладают диффузионные СО2-лазеры, особенно по стоимости, массогабаритным характеристикам и эксплуатационным расходам.
Рисунок 1.10 – Оптическая схема излучателей многоканальных,
На рисунке 1.10 приведена оптическая схема излучателей многоканальных, однолучевых, волноводных СО2-лазеров диффузионного охлаждения. Излучение из параллельно расположенных трубок (9…27 шт.) с помощью уголковых отражателей последовательно обходит все трубки, тем самым образовывая один длинный резонатор. Излучение осуществляется через полупрозрачное плоское зеркало из селенида цинка (ZnSe). Вследствие высокого качества излучения и хороших эксплуатационных характеристик однолучевые, волноводные СО2-лазеры средней мощностью 300…1500 Вт применяют в технологии и медицине. Они эффективны в составе лазерных технологических комплексов для прецизионной резки металлических (толщиной до 10 мм) и неметаллических (толщиной до 40 мм) материалов; сварки; наплавки и изготовления деталей из композитных и металлических порошковых, а также нанопорошковых
|
||
|
|
Последнее изменение этой страницы: 2024-06-17; просмотров: 56; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.64 (0.011 с.) |

 (2)
(2)