Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор типа державки и формы режущей пластиныСодержание книги
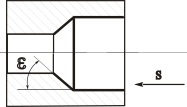
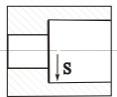
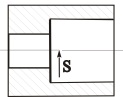
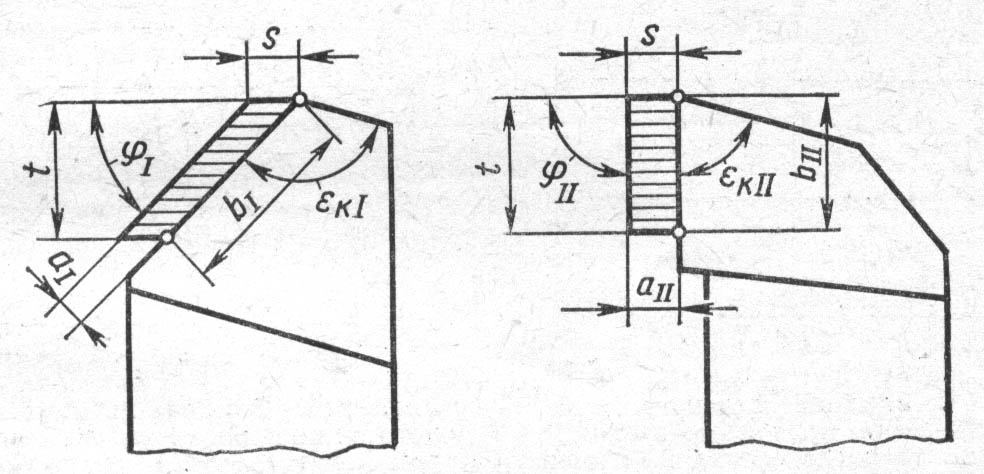
Поиск на нашем сайте Выбор державки и пластины зависит от конфигурации обрабатываемой детали, типа технологического оборудования и определяется главным и вспомогательным углами в плане. При выборе главного угла в плане φ следует придерживаться следующих рекомендаций. С одной стороны, при неизменной подаче Sо, уменьшение угла φ приводит к уменьшению толщины a и увеличению ширины b срезаемого слоя. Так, в соответствии со схемой, представленной на рис.34, φ1 < φ2=90º, следовательно, а1 < а2 и b1 > b2. В результате этого контакт стружки с передней поверхностью инструмента происходит на большей длине, что улучшает условия отвода тепла из зоны резания в стружку и инструмент. В силу этого стойкость последнего увеличивается.
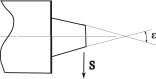
С другой стороны, изменение угла φ оказывает влияние на соотношение между составляющими силы резания. Так, при φ=90º, значение составляющей силы резания Py меньше, чем при меньших значениях этого угла. При обтачивании цилиндрических деталей, составляющая Py оказывает влияние на точность диаметрального размера детали, а также на погрешность её формы в осевом продольном сечении. Особенно это сказывается при обтачивании деталей с большим отношением l /d, например, длинных и тонких валов. В результате этого в продольном сечении детали возникает погрешность в виде «бочкообразности», численное значение которой равно величине Δ (рис.35). Чем больше значение Py, тем на большую величину Δ прогибается деталь под действием реакции этой силы. Поэтому в данном случае следует пожертвовать стойкостью резца в угоду повышению точности обработки, которую необходимо проводить при главном угле в плане φ=90º. Значение величины Δ можно определить аналитически, используя известные зависимости из курса сопротивления материалов. Так, при обработке деталей в центрах, её можно рассматривать как балку, закрепленную на двух опорах. В этом случае величина Δ определяется по зависимости:
где:
E – модуль упругости; J – полярный момент инерции. Величине угла φ=90º следует отдавать предпочтение также и в тех случаях, когда процесс точения сопровождается вибрациями, которые ухудшают качество обработанной поверхности. Так, на рис. 36 представлена поверхность детали из стали 45, которая была получена при её консольном закреплении с вылетом 150 мм, в 3-х кулачковом патроне станка модели 16К20. Обработка осуществлялась резцом MSDNR2520M12, оснащенным СМП формы SNMG 120402-HF из твердого сплава марки NС330 с режимами резания v=200мм/мин, t=2мм, s=0,23мм/об. Из рисунка видно, что в результате возникновения вибраций в технологической системе, обработанная поверхность детали покрыта «волнами», шаг которых превосходит величину подачи. Естественно, что такое качество обработанной поверхности детали является неудовлетворительным. Во многих случаях, на выбор угла φ оказывает влияние конфигурация обрабатываемой детали. В связи с этим, в таблицах 4 и 5 приведены некоторые рекомендации для выбора угла φ для резцов с различными формами СМП в зависимости от контура обрабатываемой детали.
Таблица 4. Выбор типа державки и главного угла в плане для наружного точения
Таблица 5 Выбор типа расточного резца и главного угла в плане.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-06-14; просмотров: 151; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.153 (0.006 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 ,
,