Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Системы вспомогательных инструментов для станков с ЧПУСодержание книги
Поиск на нашем сайте Приняты две системы инструментальных блоков: -для станков токарной группы, где инструмент не вращается -для станков сверлильно-фрезерной группы, т.е. для вращающегося инструмента. У токарных станков с ЧПУ за основные элементы инструментальных блоков приняты режущий инструмент (резец, сверло, развертка и т.п.) и держатель, который закрепляется в револьверной головке станка. Для сверлильно-фрезерно-расточных станков с ЧПУ основными элементами инструментальных блоков являются режущий инструмент (сверло, фреза, развертка и т.п.) и держатель с коническим хвостовиком конусностью 7:24, закрепляемый в конусном отверстии шпинделя станка. В отечественном машиностроении широко используют систему вспомогательного инструмента для станков с ЧПУ токарной группы.
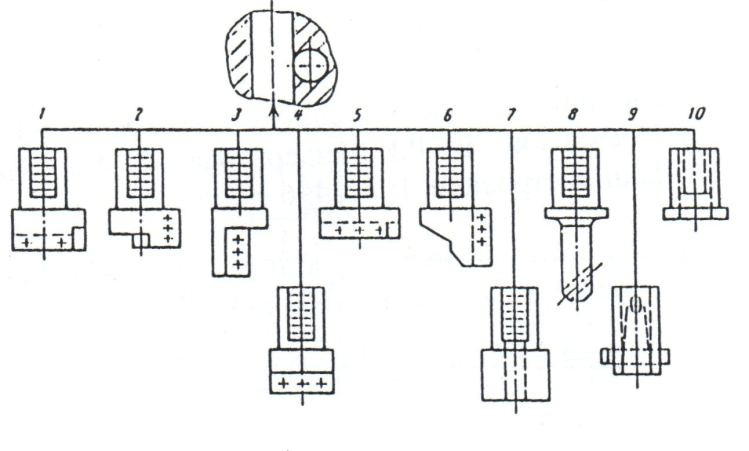
Рис. 1 - Набор вспомогательного инструмента с цилиндрическим хвостовиком для токарных станков с ЧПУ. 1-6- резцедержатели для резцов с различными сечениями державок; 1, 4, 5, 6- для обработки наружных поверхностей; 5- для контурного наружного точения; 4- для закрепления отрезных резцов; Резцедержатели имеют левое и правое исполнение (кроме 4); У всех резцедержателей СОЖ подводится от револьверной головки к вершине резца; 10- переходная втулка (на переходные элементы круглого сечения); 9- для инструмента с конусом Морзе; 7, 8- для растачивания. Базирование и крепление с помощью цилиндрического хвостовика обеспечивает надежное центрирование инструмента. Резцедержатель базируют по цилиндру хвостовика и штифту, обеспечивая точную установку инструмента. Резцедержатель крепят в револьверной головке с помощью клина, имеющего рифления, смещенные относительно рифления хвостовика. (происходит прижим к револьверной головке).
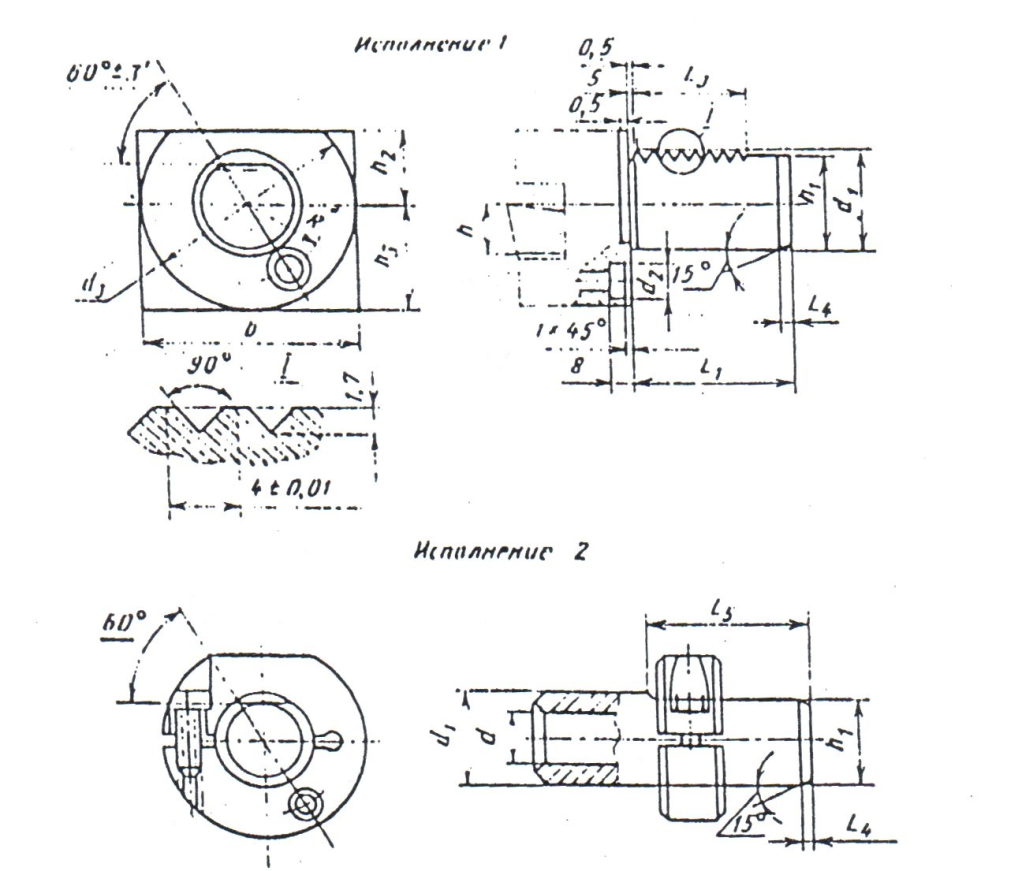
Рис. 2. Цилиндрические хвостовики для крепления инструмента на токарных станках с ЧПУ. Система вспомогательных инструментов для станков с ЧПУ сверлильно-расточной и фрезерной группы
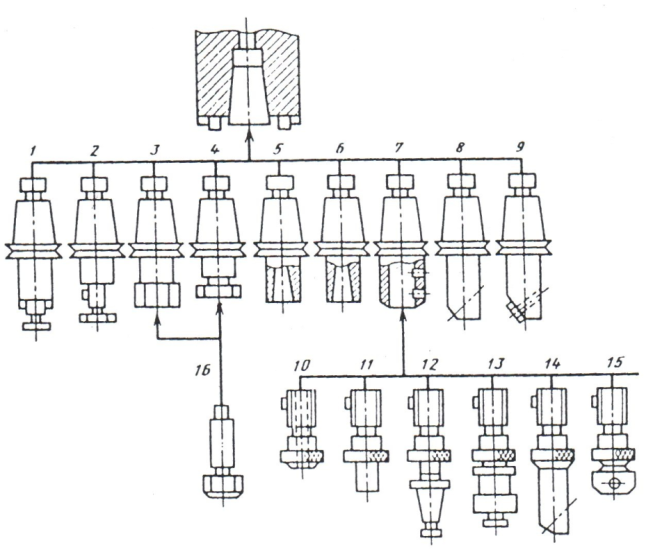
Рис. 3 Набор вспомогательного инструмента для станков с ЧПУ сверлильно-расточной и фрезерной групп. 1-2 – оправка для насадных фрез (торцевые, цилиндрические и др.) 3, 4, 16- цанговые патроны- крепление инструмента с цилиндрическим хвостовиком (стандартные инструменты) 5,6- для инструментов с конусом Морзе (от 2 до 5) 8,9- однорезцовые оправки. 10- 15- насадные зенкеры, развертки и патроны.
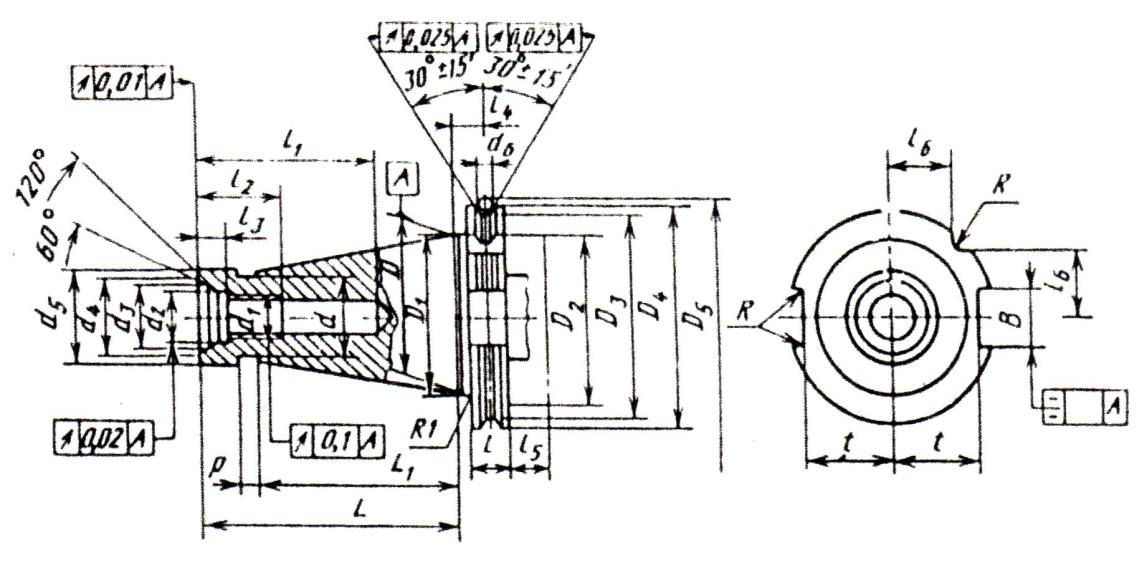
Рис. 4. Хвостовик с конусностью 7:24
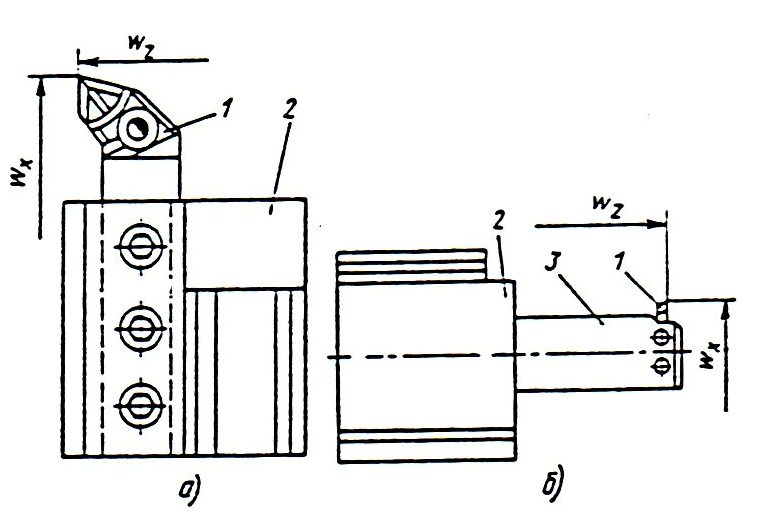
Рис. 5. Схемы (а и б) сборки и настройки токарных резцов: 1-резец; 2- блок; 3- державка.
Рис. 6. Схемы (а и б) сборки и настройки токарных резцов: 1- оправка; 2- резец; 3- винт.
Рис. 7. Схемы (а - г) сборки и настройки осевых инструментов: 1- блок; 2 и 3- втулки; 4- сверло; 5- патрон; 6- переходная державка; 7- цанга; 8- развертка; 9- винт.
Рис. 8. Схемы (а - б) сборки и настройки насадных инструментов: 1- державка переходная; 2- регулируемая оправка; 3- перовое сверло; 4 и 5- винты; 6- дисковая фреза; 7- кольцо; 8- гайка. 2- Инструментальные блоки. Примеры исполнения · Резцедержатели для токарных станков
Рис. 9. Резцедержатели для токарных станков · Хвостовики инструментов
Рис. 10. Хвостовики инструментов · Инструментальные оправки ( Рис. 11 ) Показатели: -зажим инструмента производиться менее чем за 10 сек. -биенеи зажатого инструмента˂ 3 микрон -гашение высоких вибраций благодаря оптимальной жесткости и точности сопрягаемых поверхностей- базовый держатель- цанга, цанга –инструмент -высокий передающий крутящий момент и точность закрепления сохраняется минимум 20 000 циклов зажима-разжима -высокая точность осевой установки ˂10 микрон -поддердивает высокую производительность инструментов
Рис. 11. Инструментальные оправки
|
||
|
|
Последнее изменение этой страницы: 2021-06-14; просмотров: 324; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.103 (0.008 с.) |