Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глава 5. Сварка угловых тавровых соединенийСодержание книги
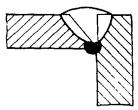
Поиск на нашем сайте § 44. Соединения угловые У5 без скоса кромок двусторонние с предварительным наложением подварочного шва (рис. 35)
Рис. 35 Таблица 72 Норма на 1 м шва
* В том числе масса наплавленного металла подварочного шва, равная 0,035 кг. § 45. Соединения угловые У7 со скосом одной кромки двусторонние с предварительным наложением подварочного шва (рис. 36)
Рис. 36 Таблица 73 Норма на 1 м шва
* В том числе масса наплавленного металла подварочного шва с катетами 4; 5; 6 мм. § 46. Соединения тавровые ТЗ без скоса кромок двусторонние (рис. 37)
Рис. 37 Таблица 74 Норма на 1 м шва
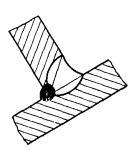
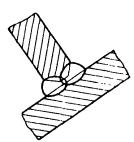
Примечание. Норма для соединений Т7 тавровых без скоса кромок односторонних определяется по дайной таблице с коэффициентом 0,5. § 47. Соединения тавровые Т7 со скосом одной кромки двусторонние с предварительным наложением подварочного шва (положение "в лодочку") (рис. 38)
Рис. 38 Таблица 75 Норма на 1 м шва
§ 48. Соединения тавровые Т8 с двумя симметричными скосами одной кромки двусторонние (положение "в лодочку") (рис. 39)
Рис. 39 Таблица 76 Норма на 1 м шва
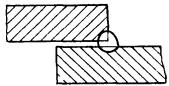
§ 49. Соединения нахлесточные Н1 без скоса кромок односторонние (рис. 40)
Рис. 40 Таблица 77 Норма на 1 м шва
Примечание. Норма для соединений Н2 нахлесточных без скоса кромок двусторонних определяется по данной табл. с коэффициентом 2. РАЗДЕЛ III. СВАРКА СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ДЕТАЛЕЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ Техническая часть 1. Производственные нормы расхода сварочных материалов разработаны на дуговые методы сварки соединений, регламентированных "Инструкцией по сварке соединений арматуры и закладных деталей железобетонных конструкций" СН 393-78 М.: Госстрой СССР, 1979. 2. Конструктивные размеры, типы соединений и область применения по классам арматуры соответствуют указанной Инструкции. 3. При производстве работ по сварке соединений арматуры и закладных деталей железобетонных конструкций должны выполняться требования, предусмотренные главами СНиП по проектированию, производству работ и приемке сборных и монолитных железобетонных конструкций. 4. Стали для изготовления сварных арматурных изделий и закладных деталей следует применять в соответствии с указаниями, предусмотренными главой СНиП по проектированию бетонных и железобетонных конструкций, ГОСТ 5781-75, ГОСТ 5.1459-72, ТУ 14-4-537-74, ТУ 14-4-723-76 и ТУ 14-4-659-75. 5. Выбор типов, конструктивных элементов и способа сварки соединений арматуры и элементов закладных деталей следует осуществлять из условий: применения сварных соединений и технологии сварки, обеспечивающих наиболее высокую эксплуатационную надежность и наиболее полное использование механических свойств арматурной стали; максимально возможного уменьшения материальных и трудовых затрат на выполнение сварных соединений. 6. Марки сварочных проволок для механизированных способов сварки следует выбирать в соответствии с типом соединения и классом арматуры. Нормами предусмотрено применение проволок Св-08а, Св-08ГА, Св-10А, Св-10Г2, СВ-08ГС, СВ-08Г2С, ПП-АНЗ, ПП-АНЗС, ПП-АН11, СП-2, ПП-2ДСК, ПП-АН7. 7. Нормами предусмотрено применение электродов марок УОНИ-13/45, МР-3, УОНИ-13/55, УОНИ-13/65 (коэффициент расхода КР=1,7) типов соответственно Э42, Э46, Э50, Э60. При применении электродов с коэффициентом расхода больше или меньше КР=1,7 норму Н (кг) расхода следует рассчитывать по формуле
где НТ - норма расхода по табл. 78-98, кг; КТ - коэффициент расхода электродов, по которому определяется норма расхода; 1,7 - коэффициент расхода электродов. 8. Нормами предусмотрено применение флюсов марок АН-348А, АН-8, АН-14, АН-22. В нормах расхода учтено вторичное использование нерасплавленного флюса. 9. Расход сварочных материалов в табл. 78-98 приведен для равных диаметров свариваемых стержней. При сварке стержней диаметрами Д1/Д2=0,8-1 необходимо к нормам применять поправочный коэффициент 0,9.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 305; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.60 (0.005 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||