
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Программирование обработки конических поверхностейСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
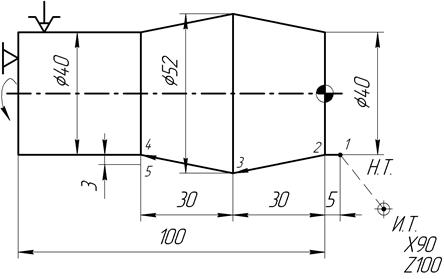
Обработка конических поверхностей осуществляется одновременным перемещением резца по осям X и Z. Для этого задают координаты конечной точки образующей конической поверхности, т.е. диаметр по оси X и длину по оси Z, причем первый кадр этого перемещения записывают со звездочкой (*). Резец предварительно подводят по управляющей программе к точке начала обработки конуса (рис. 5).
Рис. 5. Схема обработки конических поверхностей
Запись управляющей программы в абсолютной системе отсчета для обработки конических поверхностей при s = 0,25 мм/об, n = 600 об/мин имеет вид:
При задании управляющей программы обработки конусов в относительной системе отсчета кадры с N8 по N11 имеют следующий вид: N8 X1200 N9 Z−3000 N10 X−1200 N11 Z−3000
Если вершина резца закруглена по радиусу r, то при переходе от цилиндрической поверхности к конической (или наоборот) следует ввести коррекцию на координату опорной точки конца конического участка. При переходе от цилиндрической поверхности к конической поверхности с углом α = 60° резцом с радиусом при вершине r = 1 мм, К = 0,423 мм. В случае перехода от торцовой поверхности к конической с углом α = 35°, r = 2 мм, K х = 0,958 мм. На диаметр величина коррекции составит 0,958×2 =1,916 мм.
2.5. Программирование снятия фасок под углом 45°
Для программирования снятия фаски под углом 45° вначале задают подвод резца по управляющей программе к начальной точке фаски, а затем – координату Х или Z конечной точки фаски и записывают символы со знаком +45° или со знаком –45°. Знак определяется по той координате, адрес которой отсутствует в кадре. Запись управляющей программы для снятия фаски под углом 45° при работе с подачей по координате X от оси детали (рис. 6) резцом 1 имеет следующий вид:
Рис. 6. Пример программирования снятия фасок
В относительной системе запись кадра N10 выглядит следующим образом: N10 X400 При обработке фаски резцом 2 с подачей по координате X к оси детали фрагмент управляющей программы имеет следующий вид:
В относительной системе отсчета отличие будет в кадре N10: ...N10 Х-600 Фаски под углом, не равным 45°, программируют как обработку конических поверхностей.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-06; просмотров: 687; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.64 (0.009 с.) |

 *
*


 *
*
 +45°.
+45°.


