
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Легирование наплавленного металлаСодержание книги
Поиск на нашем сайте Легирование наплавленного металла осуществляется с соблюдением следующих важных требований: 1. в качестве легирующих следует применять элементы, сродство которых к кислороду меньше, чем сродство раскисляющих элементов; 2. наряду с легирующим элементом целесообразно вносить в зону сварки и его оксид, наличие которого предохраняет легирующий элемент от выгорания. Принципиально возможно осуществить легирование металла двумя путями: через металлическую фазу и через шлаковую, (легирование через газовую фазу также возможно, но этот процесс еще мало изучен). При легировании через металлическую фазу легирующий элемент вводят в электродный стержень или присадочную проволоку, а также применяют проплавление легированного основного металла, сопровождающееся переходом соответствующих элементов в сварочную ванну. Легирование через шлаковую фазу предполагает введение легирующих элементов в электродное покрытие или флюсы. Первый путь легирования (через металлическую фазу) более эффективен, так как при этом потери легирующего элемента незначительны и коэффициент перехода ηили усвоения элемента - отношение прироста данного легирующего элемента в составе металла шва к количеству этого элемента, введенного в зону сварки, оказывается достаточно высоким. Процесс легирования может происходить как в результате прямого растворения элемента в металле, так и на основе отдельных реакций. При этом, естественно, большую роль играет отношение взаимодействующих между собой масс металла и шлака, т. е. коэффициент β. Рассмотрим легирование металла шва в результате марганце-восстановительного процесса при электродуговой сварке под флюсом. Уравнение реакции имеет вид
Константа равновесия этой реакции определяется выражением
Так как в стали [Fe] ≈ 1, то
Найдем константу распределения:
где (%Мn), [%Мn] - массовые концентрации марганца соответственно в шлаке и металле шва. Используя выражение (9.76), запишем (9.77) в виде
Подставляя выражение (9.78) в формулу (9.77), с учетом (9.33) получаем расчетную формулу для определения концентрации Мnв металле шва:
Константу равновесия К'с Мnдля кислых марганцевых флюсов можно вычислить по формуле
где Т- абсолютная температура, К. Расчеты марганцевосстановительного процесса по формулам (9.75)—(9.80) дают результаты, хорошо совпадающие с данными химического анализа. Пользуясь коэффициентами перехода η, следует помнить, что их значения зависят от условий, в которых они определены. Применять их можно только для грубых, ориентировочных расчетов. Числовые значения коэффициентов перехода приведены в гл. 10. Следует отметить, что поскольку коэффициент ηявляется формальной величиной, то при его использовании учитываются только начальное и конечное состояния системы и совершенно не отражаются разнообразные и часто весьма сложные металлургические процессы, протекающие в реакционной сварочной зоне. Легирование металла шва происходит во всех участках зоны сварки и на всех ее этапах, однако энергичнее и полнее - в процессе каплеобразования. Наиболее эффективен метод легирования сварочной ванны путем ввода легирующих элементов, минуя стадию капли, в составе дополнительной легирующей присадочной проволоки при сварке с дополнительной горячей присадкой
|
||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 407; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.153 (0.009 с.) |


 (9.75)
(9.75)
 (9.77)
(9.77) (9.78)
(9.78)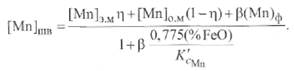 (9.79)
(9.79) (9.80)
(9.80)


