Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обработка плоских поверхностей абразивным инструментомСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Как и наружные цилиндрические поверхности деталей типа тел вращения, плоские поверхности обрабатывают шлифованием, полированием и доводкой. Шлифование плоских поверхностей осуществляют на плоско-шлифовальных станках с крестовым или круглым столом, как обычного исполнения, так и с ЧПУ. Плоское шлифование является одним из основных методов обработки плоскостей деталей машин (особенно закаленных) для достижения требуемого качества. В ряде случаев
Рис. 1.81. Схемы шлифования плоскостей: а — периферией круга; б — торцом круга; в — профилирующим кругом; г — торцом круга на вращающемся столе плоское шлифование может с успехом заменить фрезерование. Шлифование плоских поверхностей может быть осуществлено двумя способами: периферией круга и торцом круга (рис. 1.81). Шлифование периферией круга может осуществляться тремя способами: 1) многократными рабочими ходами; 2) установленным на размер кругом; 3) ступенчатым кругом. При первом способе (рис. 1.81, а) поперечное движение подачи круга D SПОП производится после каждого продольного хода стола, а вертикальное DSB — после рабочего хода по всей поверхности длины деталей. При втором способе (рис. 1.81, б) шлифующий круг устанавлива-ется на глубину, равную припуску, и при малой скорости перемещения стола обрабатывают заготовку по всей длине. После каждого рабочего хода шлифовальный круг перемещается в поперечном направлении от 0,7...0,8 высоты круга. Для чистового рабочего хода оставля-
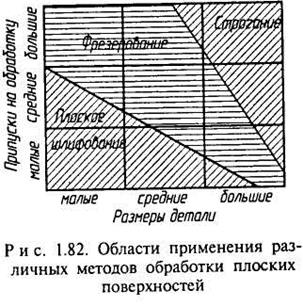
При шлифовании третьим способом круг профилируют ступеньками. Припуск, распределенный между отдельными ступеньками, снимается за один рабочий ход (рис. 1.81, в). На рис. 1.81, г показана схема шлифования установленным на размер кругом на станке с вращаю-щимся столом. Плоским шлифованием обеспечиваются следующие точность размеров и шероховатость поверхности: — IT8...IT9, Ra = 1,6 мкм — черновое (предварительное) шли-фование; — IT7...IT8, Ra = (0,4...1,6) мкм — чистовое шлифование; — IT6...IT7, Ra = (0,4...0,1) мкм — тонкое шлифование. Шлифование обычно производится с применением СОЖ. Полирование поверхностей является методом отделочной обработ-ки. В качестве абразивных инструментов применяют эластичные шлифовальные круги, шлифовальные шкурки. Доводка плоскостей осуществляется на плоскодоводочных стан-ках. Тонкую доводку плоских поверхностей осуществляют притира-ми. Осуществляют доводку при давлении 20...150 кПа, причем, чем меньше давление, тем выше качество обработанной поверхности. Скорости при тонкой доводке небольшие (2... 10 м/мин). С повышением давления и скорости производительность повышается. На рис. 1.82 представлены области применения наиболее распро-страненных методов обработки поверхностей. 1.3.5. Типовые маршруты изготовления корпусных деталей Последовательность механической обработки корпуса призматического типа с плоским основанием и основным отверстием с осью, параллельной основанию. 005. Заготовительная. Заготовки корпусов из серого чугуна отливают в земляные, метал-лические (кокиль) или оболочковые формы, из стали — в земляные формы, кокиль или по выплавляемым моделям. Заготовки из
алюминиевых сплавов отливают в кокиль или литьем под давлением. В единичном и мелкосерийном производствах применяют сварные корпуса из стали. Заготовки корпусных деталей перед механической обработкой проходят ряд подготовительных операций. Подготовительные операции. 015 Термическая. Отжиг (низкотемпературный) для уменьшения внутренних напряжений. 015 Обрубка и очистка заготовки. У отливок удаляют литники и прибыли: на прессах, ножницах, ленточными пилами, газовой резкой и т. д. Очистка отливок от остатков формовочных семей и зачистка сварных швов у сварных заготовок производится дробеструйной или пескоструйной обработкой. 020 Малярная. Грунтовка и окраска необрабатываемых поверхностей (для дета-лей, не подвергаемых в дальнейшем термообработке). Операция производится с целью предохранения попадания в работающий механизм корпуса чугунной пыли, обладающей свойством «въедаться» в неокрашенные поверхности при механической обработке. 030 Контрольная. Проверка корпуса на герметичность. Применяется для корпусов, заполняемых при работе маслом. Проверка производится ультразвуковой или рентгеновской дефектоскопией. В единичном производстве или при отсутствии дефектоскопии может производиться при помощи керосина и мела. 035 Контрольная. Проверка корпуса под давлением (только для деталей, работаю-щих под давлением). 040 Разметочная. Применяется в единичном и мелкосерийном производствах. В ос-тальных типах производств может применяться для сложных и уни-кальных заготовок с целью проверки «выкраиваемости» детали. Основные операции механической обработки. 050 Фрезерная (протяжная). Фрезеровать или протянуть плоскость основания начерно и на-чисто или с припуском под плоское шлифование (при необходимо-сти). Технологическая база — необработанная плоскость, параллельная обрабатываемой поверхности. Оборудование:
— в единичном и мелкосерийном производствах — вертикально-фрезерный и строгальный станки; — в серийном — продольно-фрезерный или продольно-стро-гальный станки; — в крупносерийном и массовом — барабанно- и карусельно-фрезерные, плоскопротяжные, агрегатно-фрезерные станки. 055 Сверлильная. Сверлить и зенковать (при необходимости) отверстия в плоскости основания. Развернуть два отверстия. Технологическая база — обработанная плоскость основания. Оборудование — радиально-сверлильный станок или сверлильный с ЧПУ, в массовом и крупносерийном производствах — многошпиндельный сверлильный станок или агрегатный станок. 060 Фрезерная. Обработка плоскостей, параллельных базовой (при их наличии). Технологическая база — плоскость основания. Оборудование — см. операцию 050. 065 Фрезерная. Обработка плоскостей, перпендикулярных базовой (торцы ос-новных отверстий). Технологическая база — плоскость основания и два точных отверстия. Оборудование — горизонтально-фрезерный или горизонтально-расточной станок. 070 Расточная. Растачивание основных отверстий (черновое и чистовое, или с припуском под точное растачивание). Технологическая база — та же (см. операцию 065). Оборудование: единичное производство — универсальный горизонтально-расточной станок; — мелкосерийное и среднесерийное — станки с ЧПУ расточно-фрезерной группы и многооперационные станки; — крупносерийное и массовое — агрегатные многошпиндельные станки. Точность межосевых расстояний, а также точность положения от-верстий достигается с помощью разметки (от ± 0,1 до ± 0,5 мм); пробных расточек (до ± 0,02 мм); координатное растачивание на горизонтально-расточных станках (до ± 0,02 мм); обработка по кондукторам и шаблонам (от ± 0,02 до ± 0,03 мм). 075 Сверлильная. Сверлить (зенковать при необходимости), нарезать резьбу в кре-пежных отверстиях. Технологическая база — та же. Оборудование — радиально-сверлильный, сверлильный с ЧПУ, многоопераци-онный, сверлильный многошпиндельный и агрегатный станки (в за-висимости от типа производства). 080 Плоскошлифовальная. Шлифовать (при необходимости) плоскость основания. Технологическая база — поверхность (ось) основного отверстия или обработанная плоскость, параллельная базовой (в зависимости от требуемой точности расстояния от базовой плоскости до оси ос-новного отверстия). Оборудование — плоскошлифовальный станок с прямоугольным или круглым столом. 085 Алмазно-расточная. Тонкое растачивание основного отверстия. Технологическая база — базовая плоскость и два отверстия. Оборудование — алмазно-расточной станок. С целью выдерживания принципа постоянства баз большинство операций обработки (060, 065, 070, 075) за исключением операций подготовки технологических баз (050, 055) и отделки основных по-верхностей (080, 085) часто концентрируют в одну операцию, выполняемую на горизонтально-расточном (единичное производство), многооперационном (серийное) или агрегатном (массовое) станках. Особенности обработки разъемных корпусов. В маршрут обработки разъемных корпусов дополнительно к вышеприведенным операциям включают: — обработку поверхности разъема у основания (фрезерная); — обработку поверхности разъема у крышки (фрезерная); — обработку крепежных отверстий на поверхности разъема ос-нования (сверлильная); — обработку крепежных отверстий на поверхности разъема крышки (сверлильная); — сборку корпуса промежуточную (слесарно-сборочная опера-ция); — обработку двух точных отверстий (обычно сверлением и раз-вертыванием) под цилиндрические или конические штифты в плос-кости разъема собранного корпуса).
ПРИМЕР ТИПОВОГО МАРШРУТА ИЗГОТОВЛЕНИЯ КРОНШТЕЙНА
Кронштейн (рис. 1.83) изготавливается литьем в разовые формы с машинной формовкой по деревянным моделям. Материал — серый чугун. 05. Вертикально-фрезерная. Вертикально-фрезерный станок 6М12П. Приспособление специальное. Фрезеровать плоскость 1 под шлифование (рис. 1.84).
10. Радиально-сверлильная. Радиально-сверлильный станок 2Н53, приспособление—кондуктор (рис. 1.85). 1. Сверлить четыре отверстия 7 и 2 2.Зенкеровать четыре отверстия 2 и два отверстия 3. 3. Развернуть два отверстия 3. 15. Токарная. Токарный станок 16К20. Приспособление — типа «угольник» (рис. 1.86). Расточить отверстие 1, фаску 2, подрезать торец 3 под тонкое растачивание и обтачивание (обработка противоположного торца не показана).
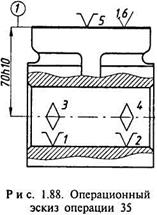
25. Радиально-сверлильная. Станок радиально-сверлильный 2Н53. Приспособление — кондуктор (рис. 1.87). Сверлить, зенкеровать, нарезать резьбу в четырех отверстиях 1 (обработка отверстий на противоположном торце не показана). 35. Плоскошлифовальная. Станок плоскошлифовальный ЗБ722. Приспособление специальное (рис. 1.88). Шлифовать плоскость ос-нования начисто. 40. Алмазно-расточная. Станок для тонкой расточки. Приспособ-ление специальное установочное (рис. 1.89). Расточить отверстие 1 и подрезать торец 2 начисто. 45. Алмазно-расточная. Станок для алмазной расточки. Приспо-собление специальное установочное (рис. 1.90). Подрезать торец 1.
Примеры маршрутов изготовления корпусных деталей с отвер-стиями, оси которых параллельны и скрещиваются, рассмотрены выше.
|
|||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 996; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.192 (0.008 с.) |


 ют припуск 0,01...0,02 мм и снимают его первым способом. Этот способ применяют при обработке на мощных шлифовальных станках.
ют припуск 0,01...0,02 мм и снимают его первым способом. Этот способ применяют при обработке на мощных шлифовальных станках.