Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Графоаналитический метод (метод точечных диаграмм)Содержание книги
Поиск на нашем сайте
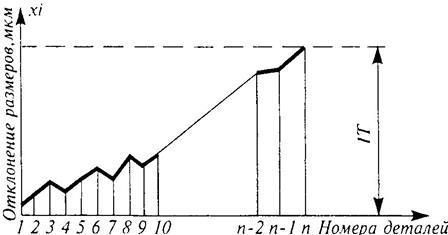
Графоаналитический метод оценки точности технологических операций следует применять для получения качественной характеристики точности технологических операций; как предварительный этап по установлению качественных значений показателей точности и стабильности и закономерностей их изменения в процессе обработки. Оценка точности проводится путем построения графиков, на которых по оси абсцисс откладывают условные номера обрабатываемых заготовок в последовательности их обработки (или время окончания их обработки), по оси ординат — значения погрешностей контролируемого параметра или его измеренные значения. Графики должны строиться по данным протоколов измерений. В зависимости от цели исследования и вида технологического процесса на один график наносят результаты измерения деталей выборок, относящихся к одной или нескольким партиям деталей. Схематическое изображение одной реализации случайного процесса x(t) изменения погрешностей контролируемого параметра приведена на рис. 2.7. По данному графику можно судить о: — соответствии контролируемого параметра установленному полю допуска (IT);
Рис. 2.7. Точечная диаграмма отклонений размеров партии деталей
— характере изменения систематических погрешностей изготовления; — предполагаемом моменте выхода контролируемого параметра детали за границы поля допуска; — точности наладки оборудования на заданный размер. Рассмотрим случай изготовления нескольких партий деталей на одном оборудовании и возможной смене (или перезаточке) режущего инструмента. В этом случае на графике (рис. 2.8) изображено несколько реализаций случайного процесса x(t) изменения погрешностей контролируемого параметра на одном оборудовании. По данному графику можно судить о: — соответствии точностных характеристик технологической системы установленным полям допусков на контролируемый параметр; — величине и виде распределения погрешности настройки оборудования;
Рис. 2.8. Точечные диаграммы отклонений размеров нескольких партий деталей
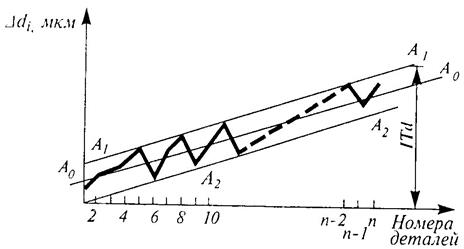
Рис. 2.9. Опытная диаграмма точности обработки
— величине и характере изменения систематических погрешностей в процессе обработки; — величине и характере изменения величины случайной погрешности во времени. В тех случаях, когда статистический анализ точности технологического процесса проводят с целью изучения влияния на точность обработки одного конкретного фактора, на график наносят две реализации по результатам измерения двух партий деталей, полученных при различных значениях исследуемого фактора и максимально возможной идентичности условий обработки по другим факторам. Исследование влияния качества заготовок на точностные характеристики деталей должно проводиться путем нанесения на один график двух реализаций, соответствующих погрешностям заготовок и погрешностям исследуемого параметра деталей, получаемых из тех же заготовок. Для преобразования точечной диаграммы в опытную диаграмму точности обработки, более четко характеризующую измерение размеров при изготовлении партии деталей, проводятся следующие построения: — строится точечная диаграмма индивидуальных значений отклонений размеров партии деталей, изготовленных при одной размерной наладке (рис. 2.9); — проводятся линии А1А1 и А2А2 соответственно через крайние верхние и нижние точки, остальные точки должны находиться внутри данной области; — проводится линия A0A0 посредине между крайними линиями. Расстояние между линиями А1А1 и А2А2 определит рассеивание ∆p (колебание) размеров отдельных деталей, а линия A0A0 характеризует закономерное изменение погрешности (систематически изменяющуюся погрешность).
|
||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 998; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.150 (0.008 с.) |