Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Добавление дополнительных инструментов и удаление заготовкиСодержание книги
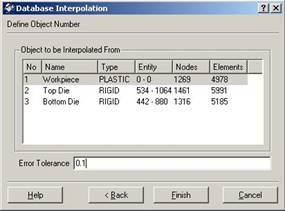
Поиск на нашем сайте Используйте 9.5.1. Заготовка Для напряженного анализа штампа Заготовка не нужна, так что удалите ее кнопкой 9.5.2. Верхний штамп Измените Тип Верхнего Штампа на Упругий. 1) 2) Примените граничное условие Vz= 0 Скорость (Velocity) для верхней поверхности Верхнего Штампа. Это граничное условие не позволит штампу отлететь при приложении нагрузки. 3) выберите граничное условие Сила (Force). Для интерполирования формовочных нагрузок от заготовки инструменту нажмите кнопку Найдите файл базы данных Spike.DB, и затем выберите Шаг 90, который был загружен в препроцессор. Интерполируйте нагрузку от заготовкиt, используйте Точность Ошибки (Error Tolerance) как 0.1 (должна быть приблизительно равна размеру элементу обрабатываемой детали).
Должно появиться итоговое окно, показывая силы на заготовке и силы, которые были интерполированы к штампу. Эти силы вообще не будут точно равны. Этим до некоторой степени управляет Допуск Погрешности (Error tolerance). Включение более высокого допуска будет интерполировать силы от большего количества поверхностных вершин заготовки, увеличивая силы, интерполированные к штампу. Пока силы для Обрабатываемой детали и Штампа достаточно близки, интерполяцию считают успешной.
Если Вы сделали объект прозрачным (нажав кнопку
9.5.3. Нижний штамп Измените Тип Нижнего Штампа на Упругий. 1) 2) Выберите граничное условие Сила (Force) и интерполируйте силы от Заготовки, также как Вы делали для Верхнего Штампа.
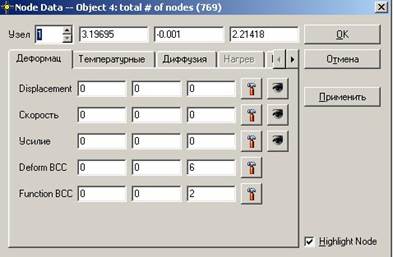
9.5.4. Объект 4 Измените имя Объекта 4 на Upper Support (Верхний Суппорт) и установите Тип - Упругий
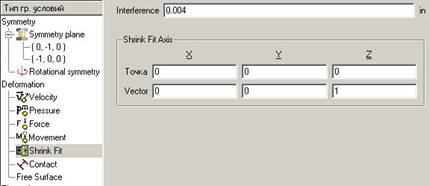
1) 2) Примените граничное условие Vz= 0 Скорость (Velocity) для верхней грани, так чтобы верхняя грань не могла перемещаться в направлении оси Z. 3) Этот объект также получает горячую посадку, прикладываемую к нему, выберитеграничное условие Горячая посадка (Shrink Fit). Горячая посадка определяется радиально, так что должны быть определены ось и точка. Для этого расчета, (0, 0, 0) - точка в центре штампов, и Ось Z - ось объектов. Если горячая посадка применяется к внутреннему предмету, величина должна быть отрицательной. Если горячая посадка применяется к внешнемупредмету, тогда величина должна быть положительна. Так как мы применяем посадку квнешнему предмету, используем величину 0.004 для Интерференции (Interference).
Как только обведенные в круги параметры были установлены, выбирают внутреннюю поверхность основания и затем используя Когда Вас спросят, хотите ли Вы чтобы координаты узлов были изменены, нажмите
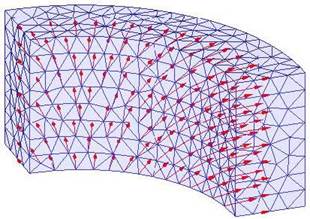
Для просмотра добавленной горячей посадки нажмите кнопку
9.5.5. Объект 5 Измените имя Объекта 5 Lower Support (Нижний суппорт) и установите Тип как Упругий.
1) 2) Примените граничное условие Vz= 0 Скорость (Velocity) для нижней поверхности, так чтобы нижняя поверхность не перемещалась в направлении оси Z.
|
||
|
|
Последнее изменение этой страницы: 2016-07-11; просмотров: 183; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.86 (0.005 с.) |

 для добавления двух дополнительных объектов (Объект 4 и 5) Дерево Объектов. Следуйте приведенным ниже инструкциям для каждого объекта.
для добавления двух дополнительных объектов (Объект 4 и 5) Дерево Объектов. Следуйте приведенным ниже инструкциям для каждого объекта.
 Выберите граничное условие Плоскости Симметрии (Symmetry plane), затем добавьте граничное условие для каждой из плоскостей симметрии Верхнего Штампа.
Выберите граничное условие Плоскости Симметрии (Symmetry plane), затем добавьте граничное условие для каждой из плоскостей симметрии Верхнего Штампа.


 пока Верхний Штамп выбран в Дереве Объектов) интерполированные силы будут видны.
пока Верхний Штамп выбран в Дереве Объектов) интерполированные силы будут видны.

 Импортируйте геометрию из файла UpperSupport.STL.
Импортируйте геометрию из файла UpperSupport.STL. Разбейте суппорт используя абсолютную сетку с Минимальным размером элемента = 0.15 и Коэффициентом отношения = 1.
Разбейте суппорт используя абсолютную сетку с Минимальным размером элемента = 0.15 и Коэффициентом отношения = 1. Назначьте H-13 как материал для данного суппорта.
Назначьте H-13 как материал для данного суппорта.
 добаляют горячую посадку.
добаляют горячую посадку.
 , и затем
, и затем  . Нажмите
. Нажмите  за Displacement (Перемещение) для просмотра добавленной горячей посадки на Верхний Суппорт.
за Displacement (Перемещение) для просмотра добавленной горячей посадки на Верхний Суппорт.