Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Отработка конструкции детали на технологичностьСодержание книги
Поиск на нашем сайте Конструкцию машины или детали принято называть технологичной, если она позволяет в полной мере использовать для изготовления наиболее экономичный технологический процесс, обеспечивающий ее качество при надлежащем количественном выпуске. Являясь одним из свойств конструкции, технологичность дает возможность снизить трудоемкость изготовления изделия и его себестоимость. Опыт машиностроения показывает, что путем повышения технологичности конструкции машины можно получить дополнительно сокращение трудоемкости ее изготовления на 15 – 25 % и снижения себестоимости на 5 – 6 %. Это определяет важность учета возможностей технологии при конструировании машины, ее сборочных единиц и деталей. Цель отработки конструкции детали на технологичность - выявление недостатков конструкции детали, а также возможное ее улучшение. Основные задачи анализа технологичности конструкции обрабатываемой детали сводятся к возможному уменьшению трудоемкости и металлоемкости, возможности обработки детали высокопроизводительными методами. В общем случае, конструкция детали, отработанная на технологичность, должна удовлетворять следующим основным требованиям: 1) конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом; 2) детали должны изготовляться из стандартных или унифицированных заготовок; 3) размеры и поверхности детали должны иметь соответственно оптимальные экономически и конструктивно обоснованные точность, шероховатость, обеспечивающие точность установки, обработки и контроля; 4) заготовки должны быть получены рациональным способом с учетом определенного ранее типа производства; 5) форма и габариты детали, основные и вспомогательные базы и их сочетания, схемы простановки размеров, конструктивные элементы, материалы, покрытия, требования и упрочнению должны максимально соответствовать принятым методам и средствам обработки; 6) конструкция детали должна обеспечивать возможность применения типовых технологических процессов ее изготовления. Из-за большого разнообразия конструкций деталей и условий производства невозможно дать всеобъемлющие рекомендации по поводу того, какую конструкцию изделия считать технологичной. Некоторые примеры, поясняющие понятие технологичности, представлены на рисунке 1.1
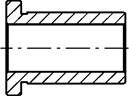
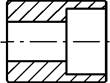
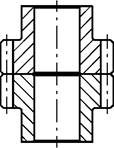
Рисунок 1 - Примеры нетехнологичных и технологичных конструкций деталей Обработка отверстия со стороны криволинейной поверхности (рисунок 1 а) затруднена тем, что при врезании сверло будет отжиматься от заготовки. Необходимо, чтобы плоскость входа (выхода) инструмента была перпендикулярна оси отверстия. Без канавки для выхода шлифовального круга (рисунок 1 б) переход от цилиндрической к плоской поверхности получится с закруглением неопределенного радиуса. Долбить шпоночный паз во втулке до упора (рисунок 1 в) невозможно; необходимо отверстие (кольцевая выточка) для выхода резца. Обработка сквозного ступенчатого отверстия проще, чем обработка двух отверстий с противоположных сторон втулки (рисунок 1 г). Наличие глухих крепежных отверстий в корпусе (рисунок 1 д) требует настройки сверлильного станка на глубину, при нарезании резьбы требуется специальный предохранительный патрон. Расположение ступицы с двух сторон зубчатого венца (рисунок 7 е) делает неэффективным применение обработки зубьев пакетом, что снижает производительность зубофрезерования. В комплексе практических работ для отработки конструкции детали на технологичность применяется метод качественной сравнительной оценки.
Качественный анализ технологичности конструкции детали обеспечивает улучшение технико-экономических показателей разрабатываемого тех. процесса; В результате данного анализа нужно постараться уменьшить трудоемкость и металлоемкость детали.
Количественный анализ технологичности конструкции детали, заключается в определении коэффициентов точности и шероховатости обработки и сравнении их с нормами ЕСТПП. Коэффициент точности обработки определяется по формуле
где
где цифры обозначают квалитеты точности размеров. n1; n2 и т.д. – количество размеров данного квалитета точности. При КТО≤0,80 деталь считается трудоемкой в производстве. Коэффициент шероховатости обработки определяется по формуле
где
где цифры обозначают классы шероховатости поверхности. n1; n2 и т.д. – количество поверхностей данного класса шероховатости. При КШО≤0,16 деталь считается трудоемкой в производстве. Квалитеты точности размеров и классы шероховатости поверхности берутся с чертежа детали.
|
|||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-21; просмотров: 476; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.86 (0.006 с.) |