Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Общая характеристика методов штамповкиСодержание книги
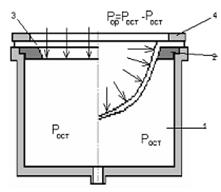
Поиск на нашем сайте 2.2. Общая характеристика методов штамповки Свободная вакуумная штамповка сквозь протяжное кольцо Схема свободной вакуум-штамповки сквозь протяжное кольцо производится на установке, показана на рисунке 18.
Рисунок 18 - Свободная вакуум-штамповка сквозь протяжное кольцо [7]: 1-камера; 2-протяжное кольцо; 3-заготовка; 4-прижимное кольцо В этом методе роль пуансона играет атмосферное давление, которое освобождается при помощи вакуумных насосов. Заготовку нагревают до температуры формования и закрепляют между прижимным и протяжным кольцами. Регулируя степень разряжения (т.е. контролируя давление) формуют преимущественно детали имеющие форму тел вращения. Однако глубина вытяжки ограничена и не должна превышать радиус протяжного кольца. Это обуславливается неравномерным распределением напряжений в заготовке, вследствие чего в вершине ее под действием максимального напряжения происходит наибольшее утонение. При постоянном давлении отформованную деталь охлаждают до комнатной температуры. Затем после выравнивания давления, отформованную деталь снимают с формы. К достоинствам этого метода можно отнести простоту и дешевизну, однако, такой метод формования позволяет изготовлять только детали имеющие форму вращения. Штамповка жестким пуансоном через протяжное кольцо
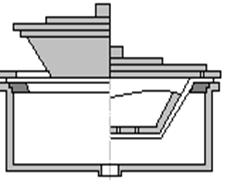
Схема штамповки жестким пуансоном сквозь протяжное кольцо показана на (рисунок 19). В камеру 1 установки вставляют протяжное кольцо 2, а к штоку пневмоцилиндра прикрепляют пуансон 5. Открывают кран 11, кран 12 соединяют с атмосферой. Прижимным кольцом 4 закрепляют нагретую заготовку. Кран 17 устанавливают в положение «опускание пуансона». Изделие выдерживают под давлением, в течение времени необходимого для охлаждения детали. Готовую деталь извлекают из протяжного кольца. В результате получают деталь с толстым донышком т.к. формование ее осуществляется за счет неохлажденной части заготовки.
Рисунок 19 - Штамповка жестким пуансоном сквозь протяжное кольцо [7]: 1-камера; 2-протяжное кольцо; 3-заготовка; 4-прижимное кольцо; 5-пуансон.
|
||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 52; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.60 (0.007 с.) |