Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Пример разработки программы для станка с ЧПУСодержание книги
Поиск на нашем сайте Z Координата точки траектории по оси Z G0 X0 Y0 Z100 F Скорость рабочей подачи G1 G91 X10 F100 S Скорость вращения шпинделя S3000 M3 R Радиус или параметр стандартного цикла G1 G91 X12.5 R12.5 или G81 R1 0 R2 -10 F50 D Параметр коррекции выбранного инструмента M06 T1 D1 P Величина задержки или число вызовов подпрограммы M04 P101 или G82 R3 Z-10 P1000 F50 I,J,K Параметры дуги при круговой интерполяции G03 X10 Y10 I0 J0 F10 L Вызов подпрограммы с данной меткой L12 P3
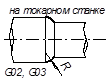
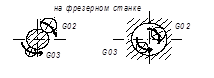
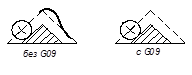
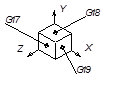
Структура и формат управляющих программ (УП) УП записывается на программоноситель в виде последовательности кадров, представляющих собой законченные по смыслу фразы на языке кодирования технологической, геометрический и вспомогательной информации. Информация на носителе хранится в 7-ми битном ИСО-коде, который обеспечивает запись команд в виде букв и цифр. Отдельные последовательности кадров для обработки участков заготовки объединяются в главы УП, каждая из которых начинается с главного кадра. Главный кадр содержит начальную информацию об условиях обработки, и с него можно начинать или возобновлять работу станка по УП. Остальные кадры главы УП несут только измененную по отношению к предыдущим кадрам часть информации и называются дополнительными кадрами. Кадры состоят из слов, расположенных в определенном порядке, а слова — из символов. Первый символ слова является буквой, обозначающей адрес, а остальные символы образуют число со знаком или целочисленный код (табл. 6). 6. Обозначение адресов. Символы адресов Значения символов адресов А, В и С Угловые перемещения соответственно вокруг осей X, Y и Z. D Угловое перемещение вокруг специальной оси или третья функция подачи, или функция коррекции инструмента. Е Угловое перемещение вокруг специальной оси или вторая функция подачи. F Функция подачи. G Подготовительная функция. Н Не определен. I, J и К Параметры интерполяции или шаги резьбы соответственно вдоль осей X, Y и Z. L Не определен. М Вспомогательная функция. N Номер кадра. Р и Q Третьи функции перемещений, параллельных соответственно осям Х и Y, или параметры коррекции инструмента. R Перемещение на быстром ходу по оси Z или третья функция перемещения, параллельного оси Z, или параметр коррекции инструмента. S Скорость главного движения. Т Функция инструмента. U, V и W Вторые функции перемещений, параллельных соответственно осям X, Y и Z. X, У и Z Перемещения соответственно по осям X, Y и Z. Примечание. Если символы D, F, Р, Q, R, U, V, W не используются в УЧПУ в указанных в таблице значениях, они могут быть применены в качестве других специальных значений. Кадр УП содержит слово «Номер кадра» и одно или несколько информационных слов. К информационным относятся слова «Подготовительная функция», «Размерное перемещение», «Функция подачи», «Скорость главного движения», «Функция инструмента» и «Вспомогательная функция». В кадре эти слова имеют ту же последовательность. Номер кадра Слово «Номер кадра» служит для обозначения элементарного участка УП и является вспомогательной информацией. Номер кадра задается адресом N и целым десятичным числом. Рациональна последовательная нумерация кадров, однако допускаются любые переходы номеров и оговаривается только их неповторяемость в пределах одной УП. При нумерации вставляемых в процессе редактирования новых кадров во избежание изменения ранее установленной последовательности их номеров практикуется запись новых номеров с использованием более высоких разрядов десятичных чисел. Например, если после кадра N107 необходимо вставить несколько новых кадров, их можно нумеровать N10701, N10702, N10703 и т. д. В главном кадре вместо адреса N предусмотрена запись символа «:», который может быть использован для останова при обратной перемотке перфоленты. Подготовительные функции Слово «Подготовительная функция» определяет режим работы УЧПУ. Эти слова задаются адресом G и двухзначным десятичным числом (табл. 7,8). 7. Назначение подготовительных функций. Подготовительная функция Группа Значение G00 Позиционирование. Перемещение на быстром ходу в заданную точку. Ранее заданная рабочая подача не отменяется. Перемещения по осям могут быть некоординированы. G01 Линейная интерполяция. Перемещение с запрограммированной подачей по прямой к точке. G02 и G03 Круговая интерполяция. Движение по дуге соответственно в отрицательном и положительном направлении с запрограммированной подачей. G04 - Пауза. Выдержка в отработке на определенное время, установленное на пульте или заданное в кадре. G06 Параболическая интерполяция. Движение по параболе с запрограммированной подачей. G08 - Разгон. Плавное увеличение скорости подачи до запрограммированного ее значения в начале движения. G09 - Торможение в конце кадра. Плавное уменьшение скорости подачи до фиксированного значения при приближении к заданной точке. G17,G18,G19 Плоскость обработки. Задание соответственно плоскостей XY, ZX и YZ для таких функций, как круговая интерполяция, коррекция режущего инструмента и др. G33,G34,G35 Резьба. Нарезание резьбы соответственно с постоянным, увеличивающимся и уменьшающимся шагами. G40 Отмена коррекции инструмента, заданной одной из функций G41—G52. G41 и G42 Коррекция диаметра или радиуса инструмента при контурном управлении. Режущий инструмент расположен соответственно слева или справа от обрабатываемой поверхности, если смотреть в направлении движения инструмента. G43 и G44 Коррекция диаметра или радиуса инструмента соответственно положительная или отрицательная. Указание соответственно о сложении (или вычитании) значения смещения инструмента, установленного на пульте, с заданными в кадрах координатами. G45—G52 Коррекция диаметра или радиуса инструмента при прямолинейном формообразовании G45+/+, G46+/-, G47-/-, G48-/+, G49 0/+, G50 0/-, G51+/0, G52-/0. Значения «+», «-» и «0» соответственно указывают, что к заданным в кадрах координатам будут добавлены, вычтены установленные на пульте величины или эти величины не будут учтены. G53 Отмена линейного сдвига, заданного одной из функций G54-G59. G54—G59 Линейный сдвиг соответственно по X, У, Z, XY, ZX и YZ. Коррекция длины или положения инструмента на величину, установленную на пульте. 7. Назначение подготовительных функций (продолжение). Подготовительная функция Группа Значение G60 и G61 Точное позиционирование. Позиционирование в пределах одной или двух из зон допуска, а также выбор стороны подхода при позиционировании. G62 Быстрое позиционирование. Позиционирование с большой зоной допуска для экономии времени. G63 - Нарезание резьбы метчиком. Позиционирование с остановом шпинделя по достижении заданного положения. G80 Отмена постоянного цикла, заданного одной из функций G81—G89. G81—G89 Постоянные циклы. Часто применяемые при обработке отверстий последовательности команд. Состав постоянных циклов приведен в дополнительной таблице. G90 Абсолютный размер. Отсчет перемещений в абсолютной системе координат с началом в нулевой точке системы ЧПУ. G91 Размер в приращениях. Отсчет перемещений относительно предыдущей запрограммированной точки. G92 - Установка абсолютных накопителей положения. G94 и 095 Единица измерения соответственно мм/мин и мм/об. G96 Единица измерения скорости резания м/мин. Запрограммированное значение скорости резания поддерживается автоматически регулированием частоты вращения шпинделя. G97 Единица измерения главного движения об/мин
8. Таблица для постоянных циклов. Постоянный цикл Действие перед обработкой Движение в процессе обработки Действие после обработки Движение в исходное положение Типовое использование G81 — Рабочий ход — Быстрый отвод Сверление, центрование G82 Выстой Сверление, зенкование G83 Подача с периодическим выводом инструмента — Глубокое сверление G84 Включение вращения шпинделя в заданном направлении Рабочий ход Реверс шпинделя Отвод на рабочей подаче Нарезание резьбы метчиком G85 —
—
Растачивание 8. Таблица для постоянных циклов (продолжение). Постоянный цикл Действие перед обработкой Движение в процессе обработки Действие после обработки Движение в исходное положение Типовое использование G86 Включение шпинделя Рабочий ход Останов шпинделя Быстрый отвод Растачивание G87 Отвод вручную G88 Выстой, останов шпинделя G89 — Выстой Отвод на рабочей подаче
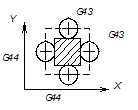
Неуказанные коды подготовительных функций предназначены для индивидуального использования по усмотрению разработчиков УЧПУ. Номер группы, расположенный во второй колонке, указывает, что функция G действует до тех пор, пока она не будет заменена или отменена другой функцией из той же группы. Прочерк в этой колонке означает, что функция действует только в том кадре, в котором она указана. Подготовительные функции записываются в кадре последовательно друг за другом в порядке возрастания их кодовых номеров. В кадре не может быть записано более одной подготовительной функции из каждой группы. Покажем на рисунке действие некоторых подготовительных функций:
Вспомогательные функции Слово «Вспомогательная функция» определяет команду исполнительному органу станка или УЧПУ. Вспомогательные функции задаются словами с адресом М и двузначным десятичным кодовым числом (табл. 9). 9. Назначение вспомогательных функций. Вспомогательная функция Группа Значение М00 П Программируемый останов. Останов шпинделя и выключение охлаждения. Работа по УП возобновляется после нажатия соответствующей кнопки на пульте управления. М01 П Останов с подтверждением. То же, что и М00, но выполняется при предварительном нажатии соответствующей кнопки на пульте управления. 9. Назначение вспомогательных функций (продолжение). М02 П Конец УП. Останов шпинделя и выключение охлаждения. Приведение в исходное состояние управляющего устройства и возврат рабочих органов станка в исходное положение, а также протягивание перфоленты, склеенной в кольцо, или обратная ее перемотка. М03 и М04 * Вращение шпинделя по часовой стрелке или против нее. Включение шпинделя соответственно в отрицательном и положительном направлении вращения. М05 П Останов шпинделя. Останов наиболее эффективным способом, например торможением. М06
Смена инструмента. Команда на смену инструмента вручную или автоматически. Не осуществляется поиск инструмента. Может автоматически отключать шпиндель и охлаждение. М07 и М08 * Включение охлаждения. Включает охлаждение соответственно № 2 и № 1. М09 П Отключение охлаждения. Отменяет команды, заданные функциями М07, M08, M50 и М51. М10 и МП * Зажим и разжим. Относятся к зажимным приспособлениям подвижных органов станка, например стола, патрона и т. п. М13 и М14 * Вращение шпинделя по часовой стрелке и против нее, а также включение охлаждения. То же, что и М03 и М04, но с включением охлаждения. М15иМ16
Перемещение «+» и «—». Используются для задания соответственно положительного и отрицательного направления перемещения, запрограммированного в данном кадре. М17 П Конец подпрограммы для УЧПУ со встроенной памятью. Передача управления основной программе после выполнения всех прогонов подпрограммы. М19 П Останов шпинделя в заданной позиции. Команда на останов шпинделя в определенном угловом положении. М20 П Конец подпрограммы, в качестве которой используется многократно считываемая глава программы. М30 П Конец ленты. То же, что и М02, но с возможностью обращения ко второму считывателю информации с перфоленты. М31
Обход блокировки. Команда на временную отмену блокировки. Действует только в том кадре, в котором записана. М36 и М37 * Диапазон подачи. Задает диапазон подач соответственно №1 и №2 путем переключения кинематической связи. М38 и М39 * Диапазон частот вращения шпинделя. Задает диапазон частот вращения соответственно шпинделя №1 и №2. М50 и М51 * Включение охлаждения. Включение охлаждения соответственно №3 и №4. М55 и М56 * Линейное смещение инструмента. Линейное смещение инструмента соответственно в положения №1 и №2. М61 и М62 * Линейное смещение заготовки. Линейное смещение заготовки соответственно в положения № 1 и № 2. М71 и М72 * Угловое смещение заготовки. Угловое смещение заготовки соответственно в положении № 1 и № 2. Неуказанные коды не определены и могут использоваться по усмотрению разработчиков конкретных УЧПУ. Большинство вспомогательных функций (отмечены звездочкой во второй колонке) выполняется до начала перемещений, запрограммированных в том же кадре, и действует до отмены или замены их командами аналогичного назначения. Функции М, выполняемые после заданных в кадре перемещений, обозначены буквой П в той же колонке. В одном кадре в порядке возрастания кодовых номеров может быть записано несколько команд различным исполнительным органам станка с ЧПУ.
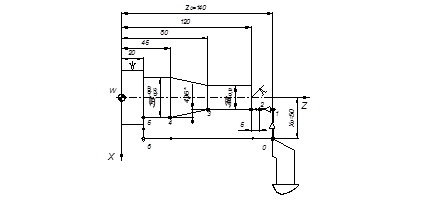
% N001 S03 T01 M03 – третья скорость шпинделя, первый инструмент, вращение шпинделя против часовой стрелки N002 M06 – пауза для проверки инструмента N003 G60 – точное позиционирование N004 G91 – отсчет размера в приращениях N005 G00 X-030045 – перемещение в точку 1 N006 G61 Z-015000 – ускоренное перемещение в точку 2 N007 G01 Z-045000 F32 M07 – перемещение в точку 3 на рабочей подаче и включение масляного тумана N008 G01 X+004960 Z-035000 – перемещение в точку 4 с линейной интерполяцией N009 Z-025000 – перемещение в точку 5 N010 G60 – точное позиционирование N011 G00 X+025085 М09 – ускоренное перемещение в точку 6, отключение системы охлаждения N012 G00 Z+120000 M02 – ускоренное перемещение в точку 0, конец программы
|
||
|
|
Последнее изменение этой страницы: 2024-06-17; просмотров: 70; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.86 (0.008 с.) |