Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Инструкционно-технологическая картаСодержание книги
Поиск на нашем сайте Инструкционно-технологическая карта настройки источника питания и подающего механизма № п.п. Выполняемые действия Иллюстрация Требования техники безопасности; особые указания; необходимый инструмент и приспособления и т.п.
7*
8*
9*
Перед началом работы проверьте следующее:
Во время процесса сварки:
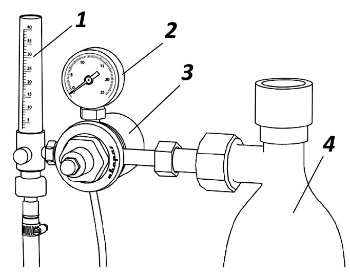
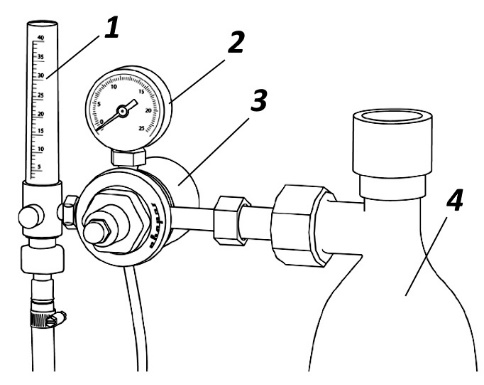
Дополнительные сведения Сварочный полуавтомат СВАРОГ STANDART MIG 500 (рис. 1) — это инверторный аппарат для сварки с выносным (отдельным) подающим механизмом, что дает возможность работать в нескольких режимах: 1) полуавтоматической сварки в среде защитных газов (MIG/MAG), 2) сварки порошковой проволокой (FCAW), 3) ручной дуговой сварки покрытым электродом (ММА).
Рис. 5. Сварочный полуавтомат СВАРОГ STANDART MIG 500
Главные особенности аппарата: цифровое управление, обратная связь с подающим устройством и возможность работы на значительном удалении от источника. Несколько дополнительных функций (регулировка индуктивности, 2Т\4Т, режим заварки кратера, форсаж дуги, горячий старт), индикаторы сети и перегрева и интеллектуальная система охлаждения делают работу аппарата еще более комфортной и расширяют сферу его применения. Рассмотрим и другие возможности MIG 500. Удаленная работа. Механизм подачи проволоки спроектирован так, что позволяет производить сварочные работы на удалении от источника питания без ухудшения качества. В дополнение, на сварочную дугу подается повышенное напряжение, обеспечивая больший запас мощности, что обеспечивает стабильное горение даже на значительном удалении от источника. Синергетическое управление. Одна из главных функций профессиональных сварочных аппаратов — встроенное синергетическое управление. Автоматические настройки обеспечивают более оперативную работу при смене заготовок: зная только металл используемой заготовки, диаметр сварочной проволоки и тип защитного газа, оператор может положиться на аппарат в подборе скорости подачи проволоки и пропорций сварочного напряжения. Регулировка индуктивности. Индуктивность отвечает за скорость нарастания электрического тока в цепи. Небольшая индуктивность особенно полезна для работы с тонкими заготовками. Уменьшение величины индуктивности приведет к уменьшению температуры дуги, следовательно к уменьшению тепловложения и более выпуклому валику сварного шва. Увеличение индуктивности даст большую глубину проплавления, текучесть сварочной ванны, более гладкий и ровный шов. Регулировка режима заварки кратера. Кратер — это углубление в конце сварного шва, которое образуется от нехватки жидкого металла, если резко выключить сварочную дугу. Появление такого углубления может стать причиной трещин в сварном шве и разрушения изделия. Справиться с этим поможет правильная техника заварки кратера. Есть несколько способов, самый простой из которых - настройки времени спада тока с рабочего до полного отключения - реализован в этом аппарате. Режим работы горели 2T/4T. Аппарат работает с горелкой в двухтактном и четырехтактном режимах. В двухтактном режиме сварочный ток подается только при нажатом триггере горелки, а четырехтактный режим позволяет отпустить триггер во время сварки длинных швов. Подача тока прекращается только при повторном нажатии на триггер горелки. Интеллектуальная система охлаждения. В аппарате реализована система охлаждения с автоматической активацией. Вентилятор, установленный на задней стенке корпуса работает не всё время, когда включен аппарат, а только когда температура внутри корпуса достигает определенного значения. Надежный механизм подачи проволоки. Подача проволоки в СВАРОГ STANDART MIG 500 осуществляется с помощью четырех прочных металлических роликов. Благодаря такой конструкции, проволока не деформируется и не откатывается назад при запуске аппарата. В настоящее время модельный ряд сварочных полуавтоматов включает в себя всю линейку начиная от малогабаритных бытовых приборов, работающих от домашней электросети напряжением 220 В. Современные сварочные полуавтоматы выпускаются как отечественными и зарубежными изготовителями, так и совместными предприятиями. Многие полуавтоматы являются многофункциональными и входят в комплект различных сварочных установок специального назначения. Некоторые зарубежные полуавтоматы (SINER MIG-403, DRIVER MIG-1702, GALAM1G-4007, HYBRID-4002, OPTiM MAG-500S, KEMPP1, KEMPOMAT, ESAB) находят применение на отечественных предприятиях, осуществляющих производство сварных конструкций в цехах, строительно-монтажные работы в полевых условиях, ремонтные и восстановительные работы на действующих предприятиях. Для сварки выпускают полуавтоматы, рассчитанные на номинальную силу тока 150... 600 А, проволоку диаметром 0,8...3,5 мм, скорость подачи 1,0... 17,0 м/мин. На рынке в полной мере представлены установки с полным набором функций, которые позволяют сваривать не только нержавеющие стали, но и цветные металлы (алюминий, медь), а также их сплавы. Конструктивные особенности как самих полуавтоматов, так и их отдельных элементов зависят в основном от назначения (специализации) полуавтомата. Наибольшее распространение получили полуавтоматы толкающего типа, в которых подающий механизм проталкивает проволоку через гибкий шланг к горелке. В полуавтоматах тянущего типа подающие ролики механизма подачи размещены в горелке; в этом случае проволока протягивается через шланг. Имеются полуавтоматы с двумя синхронно работающими механизмами подачи, одновременно осуществляющими проталкивание и протягивание проволоки через шланг (тянуще-толкающий тип). Механизм подачи проволоки диаметром 0,8...1,4 мм рассчитывается из условия получения проталкивающего усилия 100 Н, механизмы для проволок диаметром 1,6...3,5 мм — 200 Н. У большинства отечественных и импортных полуавтоматов применяются двигатели мощностью 40...180 Вт. Включение двигателя может осуществляться двумя способами: нажатием пусковой кнопки или замыканием электродной проволоки на свариваемое изделие. Роликовые устройства для подачи электродной проволоки часто содержат два ролика: подающий и прижимной. Для стальной проволоки диаметром 1,6...2,5 мм, а также для порошковой или алюминиевой проволоки применяют две пары приводных и прижимных роликов. Форма рабочей поверхности роликов может быть цилиндрической гладкой или с накаткой и конической. В полуавтоматы с плавным регулированием скорости подачи проволоки входят унифицированные узлы и блоки: электронный блок управления сварочным процессом БУСП-2, редукторный привод подачи проволоки, тормозные устройства и кассеты. Специальный блок управления сварочными полуавтоматами (БУСП) в режиме наладки обеспечивает выполнение следующих операций: включение подачи газа для настройки его расхода или дозирования, продувка до и после сварки, установка заданной скорости подачи проволоки, выбор рабочего цикла для сварки длинными, короткими и точечными швами. Кассеты или кассетные устройства с унифицированными размерами выбирают в зависимости от исполнения полуавтомата. Некоторые полуавтоматы снабжены кассетными устройствами для установки больших мотков. В комплект полуавтоматов входят сварочные горелки серии ГДПГ (рис. 6).
Рис. 6. Сварочная горелка серии ГДПГ
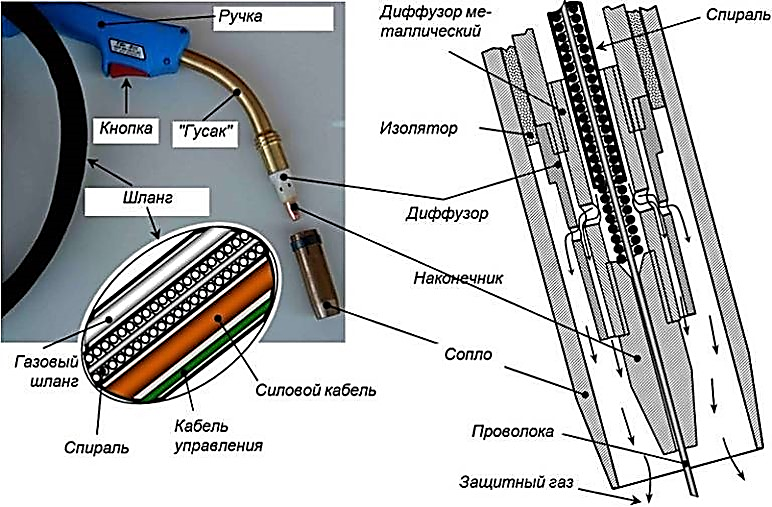
Горелки для полуавтоматической сварки рассчитаны на работу при силе тока 125; 160; 200; 315; 400; 500 и 630 А. Для сварки в углекислом газе при силе тока менее 500 А выпускают горелки с естественным воздушным охлаждением. Для тяжелых условий работы при силе тока 500 и 630 А, а также для сварки в аргоне при силе тока, превышающей 315 А, предназначены горелки с водяным охлаждением. По характеру взаимного расположения корпуса и рукоятки различают горелки молоткового и пистолетного типов. Последние часто применяются при использовании мягких проволок и порошковых проволок большого диаметра; они удобны также при сварке в вертикальном положении. В полуавтоматах механизированная подача электродной проволоки в зону горения дуги осуществляется через гибкий пустотелый шланг (рис. 7), поэтому такие полуавтоматы называют шланговыми.
Рис. 7. Горелка и шланг для полуавтоматической сварки Гибкий шланг в полуавтоматах предназначен для подачи электродной проволоки, сварочного тока, защитного газа. Токоподвод к электродной проволоке обычно осуществляется через трубчатые наконечники.
|
||
|
|
Последнее изменение этой страницы: 2024-06-17; просмотров: 95; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.111 (0.008 с.) |