Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Общая характеристика и основные этапы технологического процесса изготовления отливокСодержание книги
Поиск на нашем сайте Продукцией литейного производства является отливка. Если полученная отливка по конфигурации и размерам соответствует чертежу детали, то это литая деталь; если же для получения из отливки детали требуется ее механическая обработка, то это литая заготовка. В процессе получения отливки фактически необходимо всего два элемента: 1 – то, что нужно заливать – расплав требуемого качества; 2 – то, куда его нужно заливать – формообразующая среда или ли- тейная форма, в которой выполнена полость, по конфигурации и размерам соответствующая отливке. Литейные формы классифицируются: - по количеству заливок – разовые и многократного использования; - по содержанию влаги в форме – сырые, сухие и подсушенные; - по материалу формы – песчаные, песчано-цементные, гипсовые, метал- лические, из высокоогнеупорных материалов и другие; - по способу изготовления – оболочковые формы из термореактивных сме- сей, формы по выплавляемым моделям, пресс-формы для литья под давлением и другие (ГОСТ 17819-84). Существует два основных способа изготовления отливок: 1 – литье в песчаные формы; 2 – специальные способы литья: в кокиль, по выплавляемым моделям, цен- тробежное, под давлением, оболочковое, вакуум-пленочное, в керамические формы (Шоу-процесс) и другие). При характеристике способа литья в разовые формы учитываются следующие параметры: - основа материала формы; - природа связующей добавки; - тип оснастки; - способ заливки металла в форму. Как правило, процесс приготовления расплава заданного состава не зависит от выбранного способа литья, в то время как процесс изготовления литейной формы предопределяется выбранным способом литья.
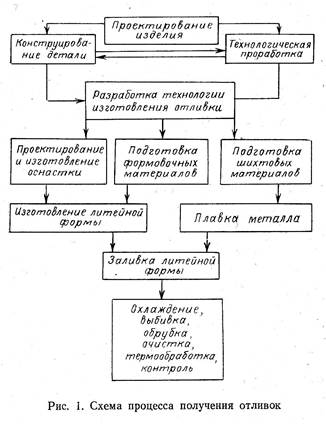
Схема процесса получения отливок представлена на рис.1.
Процесс получения отливки включает ряд последовательных операций: 1. Отработка технологичности литой детали, в случае необходимости – согласование типа и марки сплава. 2. Выбор наиболее рационального способа изготовления отливки, учитывающего марку сплава; массу, габариты и эксплуатационные характеристики изделия; серийность и возможности производства. При этом должно быть обеспечено изготовление изделий в заданном количестве и требуемого качества при минимальных затратах трудовых, материальных и энергетических ресурсов и минимальном вредном воздействии на человека и окружающую среду. 3. Разработка технологии получения отливки, в частности для песчаной формы: а – нанесение модельно-литейных указаний (ГОСТ 3.1125-88) на чертеж детали. Они включают в себя следующее: - положение отливки в форме; - разъем модели и формы; - припуски на механическую обработку, технологические припуски и формовочные уклоны; - отверстия, впадины, поднутрения, не выполняемые при получении отливки; - контуры и нумерация стержней, места разъема стержневых ящиков, направления набивки стержней, места выхода газов из стержней; - конфигурация, размеры и места установки прибылей, места установки выпоров; - холодильники; - количество отливок в форме; - размеры опок; - литниковая система и расчетные характеристики ее элементов; - величина литейной усадки; б – разработка и заполнение технологической карты, определяющей порядок и условия выполнения технологической операции при изготовлении отливки (для массового и крупносерийного производств); в – выполнение чертежа (эскиза) собранной литейной формы со всеми размерами и минимально необходимым количеством разрезов формы. 4. Проектирование и изготовление оснастки. 5. Подготовка формовочных материалов и приготовление формовочных и стержневых смесей (при изготовлении разовых литейных форм). 6. Изготовление частей фомы. 7. Изготовление стержней. 8. Установка стержней, сборка литейной формы, подготовка ее к заливке. 9. Приготовление расплава заданного состава: - выбор типа плавильного агрегата; - подготовка и расчет шихты; - плавка и обработка сплава в жидком состоянии. 10. Заливка сплава в литейную форму, формирование и охлаждение отливки. 11. Финишные операции (выбивка отливки из формы, удаление стержней, обрубка, очистка, термообработка отливок, контроль качества, исправление дефектов, нанесение защитных покрытий, окончательная приемка и оформление выходных документов).
|
||
|
|
Последнее изменение этой страницы: 2021-07-18; просмотров: 231; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.86 (0.007 с.) |