Тема: «Сопротивление деформации и пластичность металлов и сплавов»
ПРАКТИЧЕСКИЕ ЗАНЯТИЯ
по междисциплинарному курсу
«Теория обработки металлов давлением»
для студентов средне профессиональных
учебных заведений специальности 150106
«Обработка металлов давлением»
Нижний Тагил
| Одобрено цикловой
комиссией
горно-металлургических
дисциплин
Председатель цикловой комиссии
горно-металлургических дисциплин
П. С. Кочкина
«»
|
| Составлена в соответствии с
Государственными
требованиями к минимуму
содержания и уровню
подготовки выпускников по
специальности 150106
«Обработка металлов
давлением»
Зам. директора НТГМК по
учебной работе
В. М. Караваев
«»
| |
|
|
| |
|
|
| |
Автор:
|
Т. В. Ястребова, преподаватель высшей
квалификационной категории
Нижнетагильского горно-металлургического колледжа
|
| |
Рецензенты:
|
П.С. Кочкина, председатель цикловой комиссии
горно-металлургических дисциплин, преподаватель
Нижнетагильского горно-металлургического колледжа
|
| |
|
А. А. Митрофанов, к.т.н., зам. начальника
управления технического контроля
по прокатному производству ОАО «ЕВРАЗ НТМК»
|
| | | | | | |
| Библиография………………………………………………………………….... 102
|
Пояснительная записка………………………………………………………...
|
4
| | План блока практических занятий………………………………………........
| 5
| | Условные обозначения…………………………………………………….......
| 8
| | Практическое занятие №1
|
| | Тема: «Сопротивление деформации и пластичность металлов и сплавов»
|
| | Определение размеров металла до и после прокатки, используя
|
| | закон постоянства объёма………………………………………………………
| 9
| | Практическое занятие №2
|
| | Тема: «Сопротивление деформации и пластичность металлов и сплавов»
|
| | Изучение неравномерности деформации по толщине полосы при
|
| | прокатке в обжимной клети «1300» ЦПШБ ОАО «ЕВРАЗ НТМК»……….
| 15
| | Практическое занятие № 3
|
| | Тема: «Расчёт параметров очага деформации»
|
| | Определение основных параметров очага деформации……………………...
| 27
| | Практическое занятие № 4
|
| | Тема: «Трение в процессах обработки металлов давлением»
|
| | Определение коэффициента трения при горячей и холодной прокатке…….
| 43
| | Практическое занятие № 5
|
| | Тема: «Захват металла валками»
|
| | Изучение влияния величины обжатия, диаметра валков на захват металла валками…………………………………………………………………………..
|
52
| | Практическое занятие № 6
|
| | Тема: «Опережение и отставание»
|
| | Определение опережения по формулам……………………………………….
| 59
| | Практическое занятие № 7
|
| | Тема: «Уширение при прокатке»
|
| | Изучение влияния ширины полосы, обжатия и температуры прокатки на уширение………………………………………………………………………...
|
67
| | Практическое занятие № 8
|
| | Тема: «Энергосиловые параметры при обработке металлов давлением»
|
| | Расчёт площади контакта при различных случаях обработки
металлов давлением…………………………………………………………….
|
77
| | Практическое занятие №9
|
| | «Энергосиловые параметры при обработке металлов давлением»
|
| | Расчёт удельного давления и усилия деформации при горячей прокатке…..
| 84
| | Практическое занятие № 10
|
| | Тема: «Энергосиловые параметры при обработке металлов давлением»
|
| | Определение мощности двигателя в обжимной клети «1300»ЦПШБ
ОАО «ЕВРАЗ НТМК»…………………………………………………………..
Практическое занятие № 11
|
91
| | Тема: «Энергосиловые параметры при обработке металлов давлением»
|
| | Построение нагрузочной диаграммы на валу двигателя черновых клетей
крупносортного стана «650» ОАО «ЕВРАЗ НТМК»…………………….......
|
96
|
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Практические занятия являются составной частью дисциплины «Теория обработки металлов давлением» и разработаны в соответствии с рабочей программой дисциплины для реализации требований федерального государственного образовательного стандарта среднего профессионального образования (ФГОС СПО) к уровню подготовки выпускников по специальности 150106 «Обработка металлов давлением».
Тематика практических занятий составлена с учётом требований работодателя – ОАО «ЕВРАЗ НТМК».
Для выполнения практических работ необходимы знания, полученные студентами при изучении дисциплин: «Математика», «Физика», «Инженерная графика», «Техническая механика» и «Материаловедение».
Блок практических занятий реализуется для студентов заочного отделения – на четвёртом курсе, для студентов дневного отделения – на втором и третьем курсе обучения.
Цели практических занятий носят практико-ориентированный характер и предполагают освоение конкретных умений, что не исключает необходимость освоения базовых знаний и предполагает:
- знание типовых методик определения параметров обработки металлов давлением;
- знание типовых методик расчёта энергосиловых параметров процесса прокатки;
- знание работы в электронных таблицах программного обеспечения Excel.
Выполнение блока практических занятий завершается итоговым зачётом. К итоговому зачёту допускаются студенты, успешно выполнившие все практические работы.
Перечень практических занятий представлен в таблице №1.
ПЛАН БЛОКА ПРАКТИЧЕСКИХ ЗАДАНИЙ ПО ДИСЦИПЛИНЕ «ТЕОРИЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ»
Таблица 1 – План блока практических занятий по дисциплине
«Теория обработки металлов давлением»
| Наименование
темы
| № Практи-ческого
занятия
| Продолжи-тельность
занятия, час
| Самостоя-тельная работа, час
| Тема практического занятия
| | 1
| 2
| 3
| 4
| 5
| | Сопротивление деформации и пластичность
металлов и спла-вов
| 1
| 2
| 2
| Определение разме-ров металла до и после прокатки, используя закон постоянства объёма
| | 2
| 2
| 2
| Изучение неравно-мерности деформа-ции по ширине по-лосы при прокатке в обжимной клети «1300» ЦПШБ ОАО «ЕВРАЗ НТМК»
| | Методы расчёта формоизменения очага деформации
| 3
| 2
| 2
| Расчёт параметров очага деформации
| | Трение в процес-сах обработки ме-таллов давлением
| 4
| 2
| 2
| Определение коэф-фициента трения при горячей и хо-лодной прокатке
| | Захват металла валками
| 5
| 2
| 2
| Изучение влияния величины обжатия, диаметра валков на захват металла вал-ками
|
Продолжение таблицы 1
| 1
| 2
| 3
| 4
| 5
| | Опережение и отставание
| 6
| 2
| 2
| Определение
опережения по формулам
| | Уширение при прокатке
| 7
| 4
| 4
| Изучение влияния ширины полосы, обжатия и темпера-туры прокатки на уширение
| | Энергосиловые параметры при обработке метал-лов давлением
| 8
| 2
| 2
| Расчёт площади контакта при различных случаях
обработки метал-лов давлением
| | 9
| 2
| 4
| Расчёт удельного давления и усилия деформации при горячей прокатке
| | 10
| 2
| 4
| Определение мощ-ности двигателя обжимной клети «1300» ЦПШБ ОАО «ЕВРАЗ НТМК»
| | 11
| 2
| 4
| Построение нагру-зочной диаграммы на валу двигателя черновых клетей крупносортного стана «650» ОАО «ЕВРАЗ НТМК»
| | ВСЕГО:
|
| 24
| 30
|
|
Технология обучения – выполнение практических заданий, самостоятельная работа.
Ресурсы:
Кадровые – преподаватель.
Материально-техническая база – учебная аудитория, рабочее место студентов, компьютер.
Учебно-методические материалы:
- комплект педагогических тестов для контроля знаний;
- рабочая учебная программа по дисциплине;
- практические занятия по дисциплине;
- электронный учебник по дисциплине;
- программное обеспечение Excel.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
 высота (толщина) полосы до и после прокатки; высота (толщина) полосы до и после прокатки;
 ширина полосы до и после прокатки; ширина полосы до и после прокатки;
 длина полосы до и после прокатки; длина полосы до и после прокатки;
 абсолютное обжатие, уширение и удлинение; абсолютное обжатие, уширение и удлинение;
 относительное обжатие, уширение и удлинение; относительное обжатие, уширение и удлинение;
 коэффициенты обжатия, уширения и удлинения (вытяжки); коэффициенты обжатия, уширения и удлинения (вытяжки);
 площадь поперечного сечения полосы до и после прокатки; площадь поперечного сечения полосы до и после прокатки;
 контактная площадь; контактная площадь;
 диаметр валка; диаметр валка;
 радиус валка; радиус валка;
 длина очага деформации; длина очага деформации;
 угол захвата; угол захвата;
 угол трения; угол трения;
 нейтральный (критический) угол; нейтральный (критический) угол;
 опережение; опережение;
 отставание; отставание;
 коэффициент трения; коэффициент трения;
 усилие прокатки; усилие прокатки;
 удельное (контактное) давление; удельное (контактное) давление;
 мощность двигателя; мощность двигателя;
 крутящий момент; крутящий момент;
 передаточное число; передаточное число;
 окружная скорость валков; окружная скорость валков;
 скорость полосы при входе в валки; скорость полосы при входе в валки;
 скорость полосы при выходе из валков. скорость полосы при выходе из валков.
Практическое занятие №1
Методические указания
Закон постоянства объёма
При обработке металлов давлением происходит уменьшение высоты и увеличение ширины и длины, объём же металла не изменяется. Это явление называется законом постоянства объёма.
Математическое выражение этого закона имеет вид:

 объём металла до деформации; объём металла до деформации;
 объём металла после деформации. объём металла после деформации.
Уравнение постоянства объёма широко применяется для расчёта размеров тела при всех видах обработки металлов давлением. Зная начальные размеры тела, нетрудно определить конечные размеры и наоборот.
Если тело до деформации имело прямоугольное сечение заготовка, полоса, лист), то исходя из закона постоянства объёма, выражение будет иметь вид:

 размеры тела до деформации; размеры тела до деформации;
 размеры тела после деформации. размеры тела после деформации.
 круглой стали из заготовки прямоугольного сечения, уравнение постоянства объёма будет иметь вид: круглой стали из заготовки прямоугольного сечения, уравнение постоянства объёма будет иметь вид:

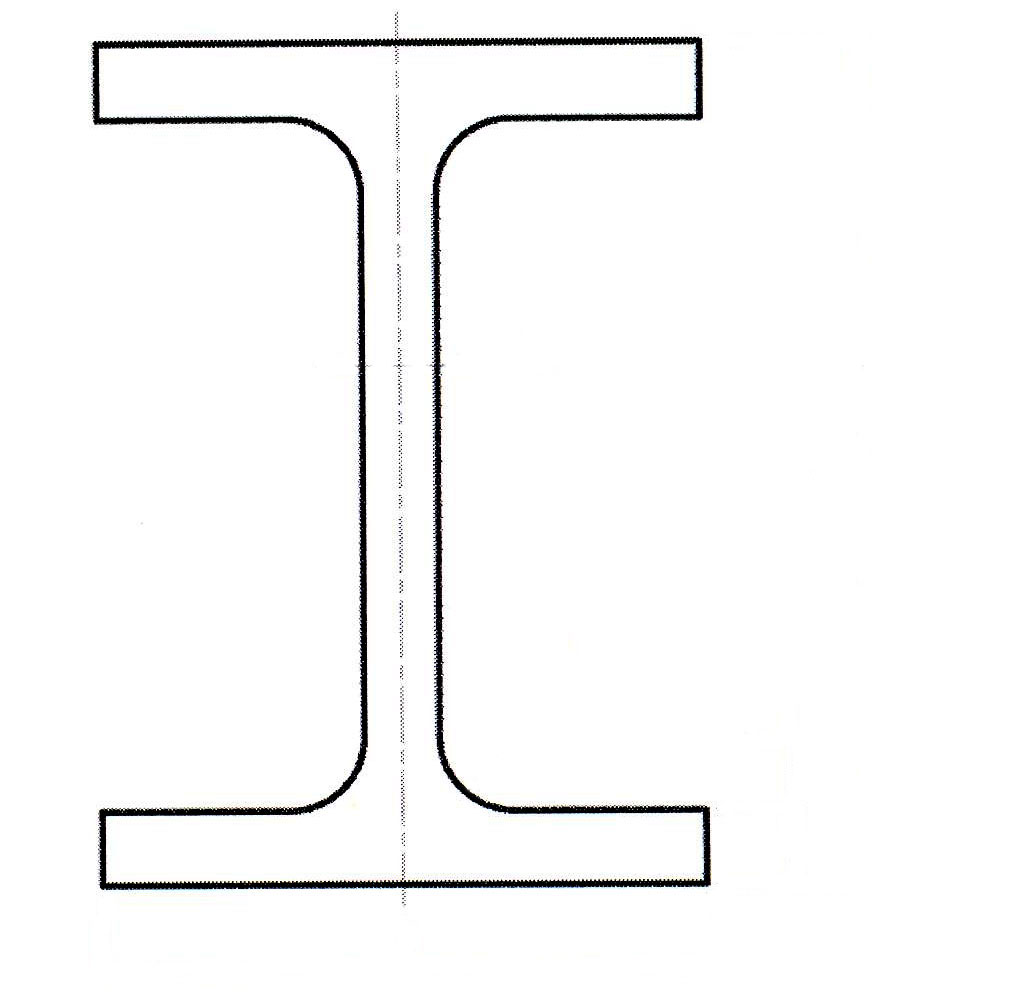
При прокатке двутавровой балки из заготовки уравнение постоянства объема будет иметь вид:

При прокатке швеллера из заготовки уравнение постоянства объема будет иметь вид:

При прокатке равнополочной угловой стали из заготовки уравнение постоянства объема будет иметь вид:

Задача №1
На крупносортном стане 650 ОАО «ЕВРАЗ НТМК» прокатывается квадратная сталь.
Определите длину готового проката.
Таблица 2 - Исходные данные.
| №
варианта
| Сечение
исходной
заготовки,
мм
| Длина
исходной
заготовки,
 , м , м
| Сторона
квадрата,
мм
| | 1
| 400×240
| 3,2
| 80
| | 2
| 360×300
| 3,5
| 100
| | 3
| 440×240
| 3,4
| 100
| | 4
| 520×200
| 3,3
| 100
| | 5
| 300×360
| 3,6
| 120
| | 6
| 300×360
| 3,7
| 125
| | 7
| 300×360
| 3,8
| 130
| | 8
| 440×240
| 3,9
| 120
| | 9
| 440×240
| 4,0
| 125
| | 10
| 440×240
| 4,1
| 130
| Задача №2
На крупносортном стане 650 ОАО «ЕВРАЗ НТМК» прокатывается круглая сталь.
Определите длину готового проката.
Таблица 3 - Исходные данные
| №
варианта
| Сечение
исходной
заготовки,
мм
| Длина
исходной
заготовки,
, м
| Диаметр
круглой стали,
мм
| | 1
| 250×250
| 3,0
| 60
| | 2
| 360×300
| 3,5
| 70
| | 3
| 360×300
| 3,5
| 75
| | 4
| 360×300
| 4,0
| 80
| | 5
| 360×300
| 4,0
| 85
| | 6
| 360×300
| 4,0
| 90
| | 7
| 360×300
| 4,5
| 100
| | 8
| 440×240
| 3,0
| 90
| | 9
| 440×240
| 3,5
| 100
| | 10
| 360×300
| 4,5
| 105
|
Задача №3
  На крупносортном стане 650 ОАО «ЕВРАЗ НТМК» прокатывают угловую равнополочную сталь. Определите длину готового проката. На крупносортном стане 650 ОАО «ЕВРАЗ НТМК» прокатывают угловую равнополочную сталь. Определите длину готового проката.
Таблица 4 - Исходные данные
| №
варианта
| Сечение исходной
заготовки,
мм
| Длина
исходной
заготовки,
, м
|
Профиль
| | H
| B
| H
| B
| d
| | 1
| 230
| 250
| 3,2
| 140
| 140
| 9
| | 2
| 230
| 250
| 3,0
| 140
| 140
| 10
| | 3
| 230
| 250
| 3,5
| 140
| 140
| 12
| | 4
| 250
| 300
| 3,4
| 160
| 160
| 10
| | 5
| 300
| 360
| 3,0
| 160
| 160
| 11
| | 6
| 240
| 440
| 3,2
| 160
| 160
| 12
| | 7
| 300
| 360
| 3,8
| 160
| 160
| 14
| | 8
| 300
| 360
| 4,0
| 160
| 160
| 16
| | 9
| 240
| 440
| 3,2
| 180
| 180
| 11
| | 10
| 240
| 440
| 3,7
| 200
| 200
| 16
|
Задача №4
На универсальном балочном стане ОАО «ЕВРАЗ НТМК» прокатывают двутавровые балки с параллельными гранями полок.
Определите длину готового проката.
Таблица 5 - Исходные данные
| Профиль
| Размеры профиля
| Размеры исходной
заготовки,
мм
| Длина
исходной
заготовки,
, м
| | h
| b
| s
| t
| | 20 Б
| 200
| 100
| 5,5
| 8
| 230×320
| 3,2
| | 25 Б
| 250
| 125
| 6,0
| 9
| 240×320
| 4,2
| | 25 Ш
| 244
| 175
| 7,0
| 11
| 240×440
| 4,7
| | 30 Ш
| 300
| 201
| 9,0
| 15
| 240×440
| 7,8
| | 35 Ш
| 340
| 250
| 9,0
| 14
| 240×400
| 8,5
| | 40 Ш
| 390
| 300
| 10,0
| 16
| 165×530
| 11,2
| | 45 Ш
| 440
| 300
| 11,0
| 18
| 165×530
| 10,2
| | 20 К
| 220
| 200
| 8,0
| 12
| 240×440
| 4,6
| | 25 К
| 250
| 250
| 9,0
| 14
| 240×440
| 5,6
| | 30 К
| 300
| 300
| 10,0
| 15
| 165×530
| 5,3
|
Задачи для самостоятельного решения
Задача №1
На проволочном стане прокатывают проволоку диаметром d = 5 мм из заготовки размером 80×80×12000 мм.
Определите длину раската после прокатки.
Задача №2
На штрипсовом стане из заготовки размером 105×460×11500 мм прокаты-
вают полосу сечением 3×450 мм.
Определите длину готовой полосы.
Задача №3
В рельсобалочном цехе из заготовки размерами 250×300×3200 мм прокатывают швеллер 30У.
Размеры швеллера: h = 300 мм; b = 100 мм; t = 11 мм; s = 6,5 мм
Определите длину раската после прокатки.
Практическое занятие №2
Методические указания
Задача
Определить форму боковой кромки раската в каждом пропуске при прокатке в обжимной клети.
Таблица 6 - Исходные данные
| №
варианта
| Профиль
| Сечение
исходной заготовки,
мм
| Сечение
готового проката,
мм
| | H
| B
| H
| B
| | 1
| Балка 20Б
| 230
| 320
| 29
| 285
| | 2
| Балка 25Б
| 240
| 320
| 28
| 333
| | 3
| Балка 30Б
| 240
| 440
| 28
| 391
| | 4
| Балка 35Б
| 200
| 527
| 28
| 442
| | 5
| Балка 45Б
| 240
| 440
| 27
| 518
| | 6
| Балка 55Б
| 165
| 530
| 31
| 625
| | 7
| Балка 60Б
| 165
| 530
| 31
| 656
| | 8
| Балка 25Ш
| 240
| 440
| 26
| 332
| | 9
| Балка 30Ш
| 240
| 440
| 27
| 388
| | 10
| Балка 40Ш
| 165
| 530
| 29
| 509
|
Таблица 7 - Схема прокатки заготовки сечением 230×320 мм для балки 20Б
в обжимной клети 1300 ЦПШБ
| №
пропуска
| №
калибра
| Сечение
H×B,
мм
|
 мм
мм
| |
|
| 230×320
|
| | 1
| О1
| 230×250
| 90
| | 2
| О2
| 150×260
| 100
| | 3
| I
| 60×280
1800
| 90
| | 4
| II
| 30×285
| 30
| | 5
| III
| 29×285
| 1
|
Таблица 8 - Схема прокатки заготовки сечением 240×320 мм для балки 25Б
в обжимной клети 1300 ЦПШБ
| №
пропуска
| №
калибра
| Сечение
H×B,
мм
|
мм
| |
|
| 240×320
|
| | 1
| O1
| 315×240
| 5
| | 2
| I
| 120×320
| 120
| | 3
| II
| 60×325
1800
| 60
| | 4
| III
| 30×333
| 30
| | 5
| IV
| 28×333
| 2
|
Таблица 9 - Схема прокатки заготовки сечением 240×440 мм для балки 30Б
в обжимной клети 1300 ЦПШБ
| №
пропуска
| №
калибра
| Сечение
Н×В,
мм
|
мм
| |
|
| 240×440
|
| | 1
| О1
| 400×253
| 40
| | 2
| 360×265
| 40
| | 3
| I
| 160×320
| 105
| | 4
| 100×360
| 60
| | 5
| II
| 55×380
1800
| 45
| | 6
| III
| 33×390
| 22
| | 7
| IV
| 28×391
| 5
|
Таблица 10 - Схема прокатки заготовки сечением 200×527 мм для балки 35Б
в обжимной клети 1300 ЦПШБ
| №
пропуска
| №
калибра
| Сечение
Н×В,
мм
|
мм
| |
|
| 200×527
|
| | 1
| О
| 452×220
| 75
| | 2
| 362×250
| 90
| | 3
| I
| 140×392
| 110
| | 4
| 75×420
| 65
| | 5
| II
| 48×430
1800
| 27
| | 6
| III
| 31×442
| 17
| | 7
| IV
| 28×442
| 3
|
Таблица 11 - Схема прокатки заготовки сечением 240×440 мм для балки 45Б
в обжимной клети 1300 ЦПШБ
| №
пропуска
| №
калибра
| Сечение
Н×В,
мм
|
мм
| |
|
| 240×440
3600
|
| | 1
| I
| 180×460
| 60
| | 2
| 130×475
| 50
| | 3
| 90×490
| 40
| | 4
| 60×500
| 30
| | 5
| II
| 38×513
1800
| 22
| | 6
| III
| 28×518
| 10
| | 7
| IV
| 27×518
| 1
|
Таблица 12 - Схема прокатки заготовки сечением 165×530 мм для балки 55Б
в обжимной клети 1300 ЦПШБ
| №
пропуска
| №
калибра
| Сечение
Н×В,
мм
|
мм
| |
|
| 165×530
3600
|
| | 1
| I
| 135×550
| 30
| | 2
| 100×575
| 35
| | 3
| 65×600
| 35
| | 4
| 45×618
| 20
| | 5
| 43×618
1800
| 2
| | 6
| II
| 34×625
| 9
| | 7
| III
| 31×625
| 3
|
Таблица 13 - Схема прокатки заготовки сечением 165×530 мм для балки 60Б
в обжимной клети 1300 ЦПШБ
| №
пропуска
| №
калибра
| Сечение
Н×В,
мм
|
мм
| |
|
| 165×530
3600
|
| | 1
| I
| 135×560
| 30
| | 2
| 100×595
| 35
| | 3
| 68×627
| 32
| | 4
| 48×647
| 20
| | 5
| 43×650
1800
| 5
| | 6
| II
| 34×655
| 9
| | 7
| III
| 31×656
| 3
|
Таблица 14 - Схема прокатки заготовки сечением 240×440 мм для балки 25 Ш
в обжимной клети 1300 ЦПШБ
| №
пропуска
| №
калибра
| Сечение
Н×В,
мм
|
мм
| |
|
| 240×440
|
| | 1
| О
| 378×245
| 62
| | 2
| 293×250
| 85
| | 3
| I
| 140×310
| 110
| | 4
| 70×320
| 70
| | 5
| II
| 40×328
1800
| 30
| | 6
| III
| 28×332
| 12
| | 7
| IV
| 26×332
| 2
|
Таблица 15 - Схема прокатки заготовки сечением 240×440 мм для балки 30 Ш
в обжимной клети 1300 ЦПШБ
| №
пропуска
| №
калибра
| Сечение
Н×В,
мм
|
мм
| |
|
| 240×440
|
| | 1
| О
| 390×253
| 50
| | 2
| 340×265
| 50
| | 3
| I
| 140×365
| 125
| | 4
| 75×375
| 65
| | 5
| II
| 40×380
1800
| 35
| | 6
| III
| 29×388
| 11
| | 7
| IV
| 27×388
| 2
|
Таблица 16 - Схема прокатки заготовки сечением 165×530 мм для балки 40 Ш
в обжимной клети 1300 ЦПШБ
| №
пропуска
| №
калибра
| Сечение
Н×В,
мм
|
мм
| |
|
| 165×530
|
| | 1
| О
| 470×165
| 60
| | 2
| I
| 155×475
| 10
| | 3
| 115×480
| 40
| | 4
| 75×485
| 40
| | 5
| 45×490
1800
| 30
| | 6
| II
| 32×501
| 13
| | 7
| III
| 29×509
| 3
|
Результаты работы сводятся в таблицу 17.
Таблица 17 – Форма боковой кромки
| №
пропуска
| Сечение, мм
|  , ,
мм
| 
| Форма
боковой кромки
(рисунок)
| | Н
| В
| |
|
|
|
|
|
| |
|
|
|
|
|
| |
|
|
|
|
|
| |
|
|
|
|
|
| |
|
|
|
|
|
| |
|
|
|
|
|
|
По результатам работы сделать вывод.
Практическое занятие №3
Методические указания
Задача №1
Определить коэффициент обжатия при прокатке, если исходная высота раската  = 200 мм, диаметр валков D = 500 мм, угол захвата в расчётном пропуске составил = 200 мм, диаметр валков D = 500 мм, угол захвата в расчётном пропуске составил   . .
Задача №2
Определить относительное обжатие при прокатке, если диаметр валков D = 450 мм, толщина полосы после пропуска  = 44 мм, длина очага деформации l = 60 мм. = 44 мм, длина очага деформации l = 60 мм.
Задача №3
Длина очага деформации при прокатке в валках диаметром D = 800 мм составила l = 150 мм. Определить коэффициент обжатия в расчётном пропуске, если исходная толщина раската  300 мм. 300 мм.
Задача №4
Прокатка круга диаметром d = 10 мм из заготовки 80×80×12000 мм проведена за 15 пропусков. Определить средний коэффициент вытяжки и длину раската после прокатки.
Задача №5
Заготовка размерами 100×100×8000 мм прокатана в валках диаметром
D = 650 мм при угле захвата  = =  . Длина полосы после прокатки . Длина полосы после прокатки
 = 14300 мм. Определите ширину и высоту полосы после прокатки. = 14300 мм. Определите ширину и высоту полосы после прокатки.
Задача №6
Полосу прокатывают в три прохода на валках диаметром D = 700 мм. Угол захвата по проходам составил  . Определите обжатие, толщину и длину полосы после каждого прохода, а также суммарное обжатие и общий коэффициент вытяжки. Размеры полосы после прокатки . Определите обжатие, толщину и длину полосы после каждого прохода, а также суммарное обжатие и общий коэффициент вытяжки. Размеры полосы после прокатки
10×600×1000 мм.
Задача № 7
Заготовка размерами 100×100×8000 мм прокатана с коэффициентом обжатия  0,72 и коэффициентом уширения 0,72 и коэффициентом уширения  1,06. Определите коэффициент вытяжки и длину полосы после прокатки. 1,06. Определите коэффициент вытяжки и длину полосы после прокатки.
Задача №8
При прокатке полосы на валках диаметром D = 650 мм угол захвата составил  Определить высоту исходной заготовки, если коэффициент обжатия 0,8. Определить высоту исходной заготовки, если коэффициент обжатия 0,8.
Задача №9
Определить размеры полосы до и после прокатки, если коэффициент обжатия в расчётном пропуске  = 0,75, коэффициент вытяжки = 0,75, коэффициент вытяжки  = 1,25, абсолютное обжатие = 1,25, абсолютное обжатие  = 25 мм, абсолютное уширение = 25 мм, абсолютное уширение  = 7,5 мм, длина раската после прокатки составила = 7,5 м. = 7,5 мм, длина раската после прокатки составила = 7,5 м.
Задача №10
Прокатка проволоки диаметром d = 5,25 мм из заготовки сечением 44×44 мм производится со средним коэффициентом вытяжки  . Определить число проходов и общий (суммарный) коэффициент вытяжки. . Определить число проходов и общий (суммарный) коэффициент вытяжки.
Задача №11
Определить массу исходного продукта прокатки, если коэффициент вытяжки составил  1,3, коэффициент обжатия = 0,7, длина раската после прокатки = 3,9 м, абсолютное обжатие 1,3, коэффициент обжатия = 0,7, длина раската после прокатки = 3,9 м, абсолютное обжатие  60 мм, абсолютное уширение 60 мм, абсолютное уширение  20 мм, плотность стали принять равной 7,8 20 мм, плотность стали принять равной 7,8  . .
Практическое занятие №4
Методические указания
Задача №1
Определите коэффициент трения в обжимной клети рельсобалочного стана. Условия прокатки следующие: стальные валки диаметром D = 950 мм, материал полосы сталь, Ст. 3, температура полосы t = 1200  , ,
скорость валков  60 об/мин. 60 об/мин.
Задача №2
Определите коэффициент трения при холодной прокатке листов скорость прокатки  20 20  , смазка валков и листа производится хлопковым маслом. , смазка валков и листа производится хлопковым маслом.
Задача №3
Определите коэффициент трения при прокатке полосы (материал полосы – сталь Ст. 3) на стальных валках со скоростью  10 10  температура полосы температура полосы
t = 900 
Практическое занятие №5
Методические указания
Задача №2
Определите угол захвата при прокатке на валках различного диаметра и постройте график зависимости угла захвата от диаметра валков.
Таблица 27 - Исходные данные
| №
варианта
| Обжатие,
 , мм , мм
| Диаметр валков,
D, мм
| | 1
| 20
| 400; 500; 600; 700
| | 2
| 30
| 350; 450; 650; 750
| | 3
| 40
| 300; 350; 400; 450
| | 4
| 50
| 500; 600; 700; 800
| | 5
| 60
| 550; 650; 750; 850
| | 6
| 70
| 600; 700; 800; 900
| | 7
| 80
| 650; 750; 850; 950
| | 8
| 90
| 700; 800; 900; 1000
| | 9
| 100
| 950; 1000; 1050; 1100
| | 10
| 120
| 1000; 1100; 1200; 1300
|
 , град , град
| | Рисунок 10 - График зависимости угла захвата от диаметра валков
| 
По результатам работы сделать вывод.
Задача №3
Установите возможен ли захват металла валками и приведите схему действия сил на металл в момент захвата.
Таблица 28 - Исходные данные
| №
варианта
| Диаметр валков,
D, мм
| Высота металла
| Коэффициент
трения,
f
| | на входе
в валки,
, мм
| на выходе
из валков,
 , мм , мм
| | 1
| 650
| 250
| 200
| 0,45
| | 2
| 850
| 520
| 450
| 0,35
| | 3
| 950
| 520
| 420
| 0,41
| | 4
| 850
| 380
| 280
| 0,38
| | 5
| 800
| 300
| 250
| 0,32
| | 6
| 1300
| 420
| 300
| 0,52
| | 7
| 1100
| 500
| 380
| 0,41
| | 8
| 250
|
| Поделиться:
|
|