Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет траектории движения инструментаСодержание книги Поиск на нашем сайте
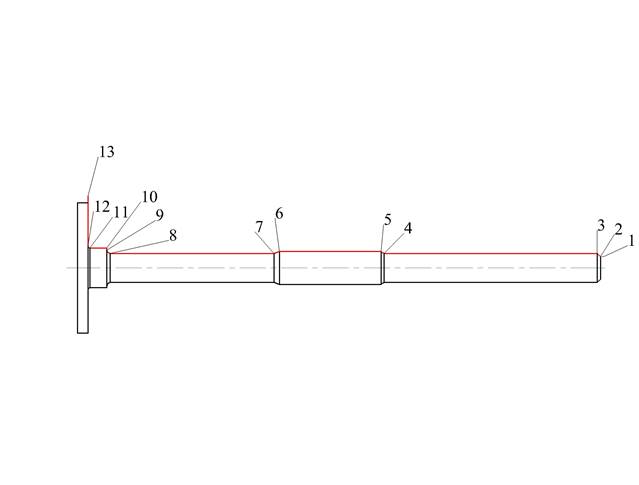
1) X6.9 Z1 (Подход инструмента на безопасное расстояние к детали) 2) X6.9 Z0 (Z1-1=Z0) 3) X8.9 Z-1 (X6.9+1*2=X8.9; Z0-1=Z-1) 4) X8.9 Z-66.448 (160.5-90-3.125-0.927=66.448) 5) X10.15 Z-67.375 (X8.9+1.25=X10.15; Z-66.448-0.927=Z-67.375) 6) X10.15 Z-98.575 (Z-67.375-(90-58.8)=Z-98.575) 7) X8.9 Z-101.575 (X10.15-1.25=X8.9; Z-98.575-3=Z-101.575) 8) X8.9 Z-150.6 (160.5-8.9-1=150.6) 9) X10.9 Z-151.6 (X8.9+2=X10.9; Z-150.6-1=Z-151.6) 10) X12.15 Z-151.6 (X10.9+1.25=X12.15) 11) X12.15 Z-156.775 (160.5-3.125-0.6=156.775) 12) X13.35 Z-157.375 (X12.15+1.2=X13.35; Z-156.775-0.6=Z-157.375) 13) X42 Z-157.37 (X13.35+28.65=X42)
Пояснение: 1) Подход инструмента к заготовке на безопасное расстояние. 2) Касание заготовки и начала работы. 3) Проход по фаске 1мм, по Х поднимаем координаты на 2мм, по Z уходим в минус на 1мм. 4) Проход инструмента. (160.5-90-3.125-0.927=66.448) Из общей длины детали вычитаю длину на среднем значении допуска 90мм и 3.125. Дополнительно произвожу вычисления и считаю прямоугольный треугольник, в котором гипотенуза 1мм и катет 0.375, чтобы найти другой катет используем теорему Пифагора: 1²=X²+0.375². Получается катет равен 0.927мм. 5) Вырезание радиуса. Поднимаем значение Х на разницу средних значений диаметров 10.15-8.9=1.25. Из найденного значения Z-66.448 вычитаем предыдущее значение 0.927. 6) Проход инструмента. Из найденного значения Z-67.375 необходимо вычесть разность средних значений длин: 90-58.8. 7) Опускаем значение Х на разницу средних значений диаметров 1.25мм. длина на Z делается на мое усмотрение, так как на этом месте будет вытачиваться радиус другим инструментом. Я вычел из предыдущего значения Z-98.575 вычитаю 3мм и получилось Z-101.575. 8) (160.5-8.9-1=150.6) Из общей длины детали 160.5 вычитаем длину на среднем значение допуска 8.9мм и радиус 1мм. 9) Вырезание радиуса. Поднимаю X на 2мм и вычитаю из Z-150.6-1. 10) Поднимаюсь по Х на 1.25мм 11) (160.5-3.125-0.6=156.775) Из общей длины вычитаю 3.125мм и радиус 0.6мм. 12) Вырезание радиуса. Поднимаюсь по Х на 1.2мм и вычитаю радиус 0.6мм. 13) Проход инструмента и выход из контура. Поднимаюсь по Х на разницу диаметров 28.65мм и выходу из детали диаметром 40мм. Распечатка УП N5 OP_180 CHT 1 G54 N10 Заготовка ZAGOTOV N15 Готов. Деталь: DETAL N20 Обраб.резанием ▼ T=ЧЕРН_<55 F0.2/об V60n N25 Установки S1=1200 N30 Готов. Деталь: DETAL N35 Обраб.резанием ▼▼▼ T=2.ЧИСТ F0.1/об V60n N40 Обраб.резанием ▼▼▼ T=2.ЧИСТ F0.15/об V60n N45 Готов. Деталь: TOREC N50 Обраб.резанием ▼▼▼ T=2.ЧИСТ F0.1/об V100n N55 Готов. Деталь: RAD_1 N60 Прорезатель ▼▼▼ T=ПРОРЕЗНОЙ 0.8 F0.03/об S1500об. N65 Выточка ▼+▼▼▼ T=ПРОРЕЗНОЙ 0.8 F0.03/об S1500об. N70 Выточка ▼+▼▼▼ T=ПРОРЕЗНОЙ 0.8 F0.01/об S1500об. Конец программы N=1 Порядок наладки станка Для наладки станка SP-180MC на операцию необходимо подобрать заранее расточенные кулачки для зажимного устройства. После установки кулачков необходимо выставить давление для зажимного патрона и задней бабки, в данном случае необходимо 20 атмосфер на патрон и 15 атмосфер на заднюю бабку. Дальше надо подобрать и установить режущий инструмент на данную операцию. Нужно привязать инструмент, используя электронный щуп в автоматическом режиме привязки. Находим 0 деталь, касаясь его торца. После проведенных действий открываем таблицу корректоров и поднимаем весь инструмент на несколько десяток по Х и Z. Чтобы начать обрабатывать первую годную остается найти программу на операцию в списке всех программ и в ней указать весь инструмент. После этого запускаем обработку первой детали на низкой подаче в режиме покадровой работы, чтобы убедится в правильности привязки инструмента и работы программы. После обработки детали измеряем размеры и уменьшаем коррекцию инструмента, для получения годных размеров с последующей чистовой обработкой. Когда размеры будут в среднем допуске, сдаем деталь контролерам и сдаем настроенный станок оператору.
Безопасность труда 1. Общие требования безопасности 1.1. На операторов станков с числовым программным управлением (ЧПУ) распространяются общие правила безопасности при работе на металлорежущих станках. 2. Требования безопасности до начала работы на станке с ЧПУ 2.1. Приведи в порядок рабочую одежду и обувь:
застегни или перетяни резинкой обшлага рукавов, заправь одежду так, чтобы не было развевающихся концов; работай в головном уборе, плотно облегающем голову, волосы должны быть надежно укрыты; обувь должна надежно защищать ноги от попадания на них стружки, грязи и пыли. (Работать на станках в легкой обуви – тапочках, сандалиях, сланцах, босоножках – не разрешается.) 2.2. Убедись в хорошем состоянии станка и рабочего места, убери с пути всё, что может вызвать падение.
ограждений зубчатых колес, приводных ремней, валиков, приводов, шпинделя и т.д., а также токоведущих частей электроаппаратуры (пускателей, рубильников, трансформаторов); предохранительных устройств защиты от стружки и устройств подачи охлаждающих масел и смазочно-охлаждающих жидкостей (СОЖ). 2.5. При необходимости отрегулируй местное освещение станка так, чтобы рабочая зона была достаточно освещена и свет не попадал прямо в глаза. (Пользоваться местным освещением с напряжением более 36 вольт запрещается.)
органов управления – электрических кнопочных устройств тормозов, подъемных и подающих устройств; систем смазки и охлаждения, обеспечивающих нормальную и бесперебойную смазку и подачу СОЖ; фиксации рычагов включения и переключения, обеспечивающих невозможность самопроизвольного переключения с холостого хода на рабочий; зажимных пневмопатронов, механизированных зажимных приспособлений. 2.8. Убедись в отсутствии заеданий или излишней слабины в движущихся частях станка (в особенности в шпинделе, в передней бабке, при продольных, поперечных или вертикальных ходах суппорта или стола).
3. Требования безопасности во время работы на станке с ЧПУ 3.1. Постоянно наблюдай за работой станка с ЧПУ в процессе работы:
по сигнализации на панели управления электронного устройства; по контрольным точкам программ (возврат рабочих органов станка «в исходное состояние», «постоянство точки смены инструмента» в одной и той же позиции и др.); по характеру и величине линейных перемещений и вращательных движений рабочих органов станка и другого оборудования; по отклонениям характера и уровня шума различных механизмов; по четкости выполнения узлами оборудования с ЧПУ различных технологических команд. 3.2. Не допускай работу на станке с ЧПУ по изношенным или деформированным программным носителям (перфолента, магнитная лента, ППЗУ и др.).
недопустимо большим перегрузкам, вылету детали, поломкам инструмента и станка.
по установке и замене инструмента, приспособлений, патронов, заготовок и деталей и т.д.; по установке упоров «исходного состояния» и концевых выключателей; по регулировке механических узлов и систем смазки. 3.22. Не работай без ограждения вращающихся частей в рабочей зоне станка.
электронного устройства и другого оборудования кроме «Прекращения общего цикла».
следи за тем, чтобы зона обслуживания станков не была загромождена заготовкой, обработанными деталями, инструментом, приспособлениями, стеллажами и тумбочками, прочими предметами; следи за обеспечением надежной защиты от сходящей и отлетающей от режущего инструмента стружки и окалины, а так же брызг и вытекания под ноги СОЖ; своевременно убирай зону обслуживания от стружки, не допускай нахождения её под ногами, периодически протирай арматуру и лампы местного освещения, следи за чистотой и порядком на рабочем месте. 3.25. В случае недостаточно отработанного технологического процесса обработки детали на станках с ЧПУ (частые поломки инструмента, колебания припусков на заготовках, трудности с настройкой, наладкой и настройкой станка и оборудования, выдерживания в процессе обработки операционных размеров и т.д.) заяви начальнику участка о невозможности многостаночного обслуживания. 4. Требования безопасности в аварийных ситуациях при работе на станке с ЧПУ 4.1. Прими меры по вызову к месту аварии начальника участка и служб по принадлежности (пожарной, скорой, газовой, технической, и т.д.). 5. Требования безопасности по окончании работы на станке с ЧПУ 5.1. Полностью выключи станки и оборудование.
убери станок с ЧПУ от стружки, окалины и грязи; вытри станок и другое оборудование. 5.3. Смажь все движущиеся части и механические узлы станка маслом.
Обрати особое внимание на состояние направляющих, ходовых винтов, узлов смены инструмента, постоянно поддерживай их в чистоте.
|
||
|
|
Последнее изменение этой страницы: 2021-07-19; просмотров: 234; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.78 (0.007 с.) |