Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Влияние методов обработки на формирование физико-механических свойств поверхностного слояСодержание книги
Поиск на нашем сайте При обработке лезвийным инструментом - точении, фрезеровании, строгании и т. п. в зоне обработки доминирует силовой фактор. У стальных деталей в поверхностном слое образуется пластически деформированный слой (наклеп), у которого различают три зоны:
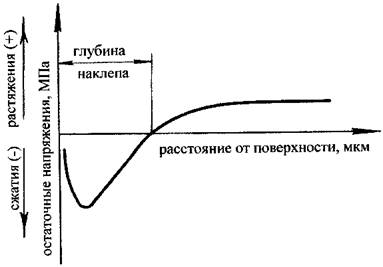
Рис. 8. Структура поверхностного слоя обработанной поверхности 1 - микротрещины; 2 - наводораживание; зоны пластически деформируемого слоя. 3 - измельчение зерен; h - глубина дефектного слоя 1. Зона резко выраженной деформации - дефектный слой с измельченным зерном, значительными искажениями кристаллической решетки, деформированной структурой, наличием механических повреждений с резким повышением твердости материала. 2. Зона деформации с характерной текстурой: вытянутыми в направлении рабочего движения инструмента зернами; наволакиванием одних зерен на другие. Твердость материала в этой зоне заметно снижается по сравнению с прилегающей к поверхности. 3. Зона перехода от наклепа к исходному материалу. При доминирующем влиянии силового фактора в поверхностном слое образуются напряжения сжатия, уровень и глубина залегания которых с увеличением глубины и степени наклепа возрастают (рис. 9). Это присуще грубым методам обработки.
Рис. 9. Характерная эпюра остаточных напряжений в поверхностном слое При получистовой и чистовой обработках с изменением режима и других условий, начинает заметно проявляться тепловой фактор и остаточные напряжения под поверхностью могут менять знак, т. е. быть растягивающими. При черновой и чистовой обработках стальных заготовок пластическая деформация распространяется на глубину от 50 до 300 мкм; при обдирке-до 1000 мкм.
§ Методы определения шероховатости. Шероховатость во многом определяет эксплуатационные характеристики деталей и узлов, поэтому её точное измерение является одной из важных задач метрологии. Оценка может проводиться поэлементно (сравнение отдельных параметров) либо комплексно – путём сравнения исследуемой поверхности с эталоном. В современных технологических исследованиях предпочтительным является первый способ. Методы, которые он включает, рассмотрены ниже. Щуповой метод Щуповой метод измерения шероховатости поверхности относится к контактным и реализуется с помощью профилометра. Прибор представляет собой датчик, оснащённый тонкой остро заточенной алмазной иглой с ощупывающей головкой. Игла перемещается по нормали к исследуемой поверхности. Естественно, в местах микронеровностей (впадин и выступов) возникают механические колебания относительно головки. Эти колебания передаются на датчик, который преобразует механическую энергию в электрическую. Сигнал, генерируемый преобразователем, усиливается и измеряется: его параметры точно характеризуют неровности поверхности детали или изделия. В зависимости от типа преобразователя полезных сигналов профилометры подразделяются на индуктивные, электронные, индукционные и пьезоэлектрические, причём наибольшее распространение получили устройства первого вида. Кроме этого, существует ещё одна разновидность приборов – профилографы, позволяющие не только измерить но и записать параметры профиля в заранее подобранном горизонтальном и вертикальном масштабах. Исследование неровности проводится в несколько этапов: профиль «ощупывается» определённое количество раз, и лишь на основе серии измерений вычисляется окончательное – усредненное – значение параметра: количественная характеристика неровности относительно длины участка. Оптические методы Группа оптических – бесконтактных – способов измерения шероховатости поверхности достаточно обширна. Самыми распространёнными входящими в неё методами являются следующие: · светового и теневого свечения; · микроинтерференционный; · растровый. Рассмотрим каждый метод детальнее. Растровый метод Суть данного метода достаточно проста: на исследуемую поверхность накладывается изготовленная из стекла пластинка, на которую нанесена растровая сетка (система равноудалённых параллельных линий) с достаточно малым шагом. При наклонном падении световых лучей в местах микронеровностей штрихи отраженной сетки накладываются на штрихи реальной – возникают муаровые полосы, свидетельствующие о наличии впадин и выступов на изучаемой поверхности. Точное измерение параметров неровности осуществляется по изложенной в ГОСТ методике с помощью растрового микроскопа. Стоит отметить, что данный метод используется при исследовании лишь тех поверхностей, следы обработки на которых имеют преимущественное направление.
|
||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 231; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.64 (0.01 с.) |