Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Разработка управляющей программы на обработку заданной поверхностиСодержание книги
Поиск на нашем сайте Управляющая программа (УП) станка – это система команд, состоящая из одного или нескольких кадров (слов). Кадр состоит из номера, буквенного адреса функции с числовым значением, знак числового значения проставляется только отрицательный. Положительный знак прочитывается по умолчанию. В конце кадра должен присутствовать дополнительный символ «;» (при написании программы непосредственно на стойке). Пример управляющей программы: % O0001 (Комментарий к программе) N0005 T0101 N0010 G97 S1000 M3 N0015 G0 X30 Z2 M8 N0010 G1 Z-20 F0.1 ………………. N0100 M30 % O0001 – Имя программы N0015 – Номер кадра программы T0101 – Вызов инструмента с выбором корректора G97 – Функция задания постоянной скорости вращения шпинделя S – Функция вращения шпинделя, скорости резания М – Вспомогательная функция G0 – Позиционирование (перемещение на ускоренной подаче) G1 – Функция линейной интерполяции F – Функция подачи или шага резьбы М30 – Конец программы. % - дополнительный символ (ставиться в начале и конце программы). Задание перемещения инструмента в абсолютной системе отчета. Система ЧПУ даёт возможность задавать перемещения инструмента, как в абсолютной, так и в относительной системах отсчёта. В абсолютной системе отсчёта, перемещения производятся относительно выбранной нулевой точки. В относительной системе, отсчёт производиться в приращении от предыдущей точки, причем направление определяется знаком (+/-). Исходное положение смены инструмента выбирается из условий: 1. в исходном положении при повороте револьверной головки инструмент не должен касаться детали и патрона; 2. в исходном положении при смене детали, она не должна задевать инструмент; 3. время подвода инструмента к детали должно быть минимальным. Технологические циклы значительно сокращают управляющую программу, ускоряют программирование, а также упрощают отладку и корректировку программы. Записываются технологические циклы группой кадров. Многопроходный продольный цикл G71 применяется для чернового точения. Структура цикла может быть представлена следующим образом:
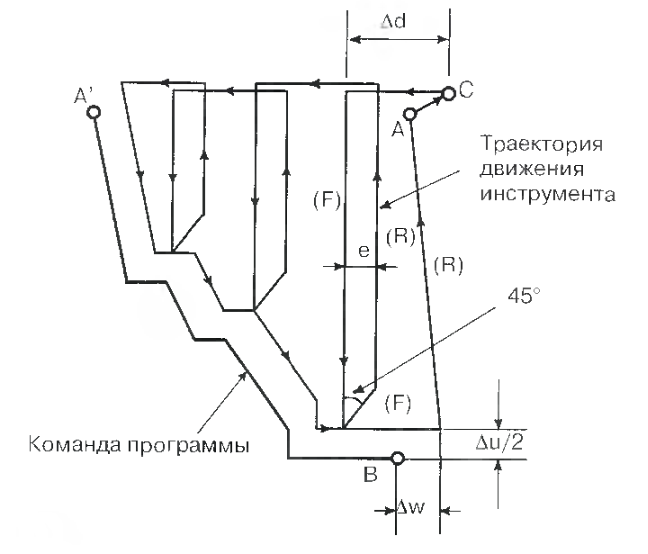
Рисунок 1- Структура цикла
G71 U(∆ d) R(e); G71 P(ns) Q(nf) U(∆ u) W(∆ w) F(f);
е: Величина отхода ns: Номер первого кадра определяющего геометрию контура nf: Номер последнего кадра определяющего геометрию контура ∆u: Расстояние и направление допуска на чистовую обработку в направлении X ∆w: Расстояние и направление допуска на чистовую обработку в направлении Z
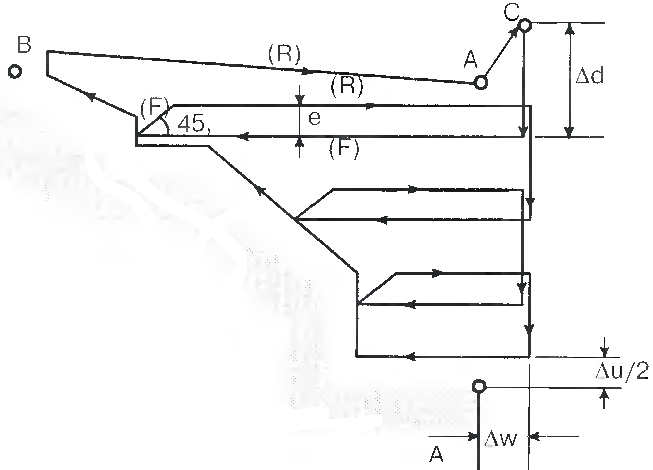
Рисунок 2 - Траектория движения инструмента G72 W(∆d) R(e); G72 P(ns) Q(nf) U(∆ u) W(∆ w) F(f); ∆d: Глубина резания за проход. Задаётся без знака, направление резания зависит от направления АА`. Это значения является модальным и остаётся неизменным до ввода нового значения.
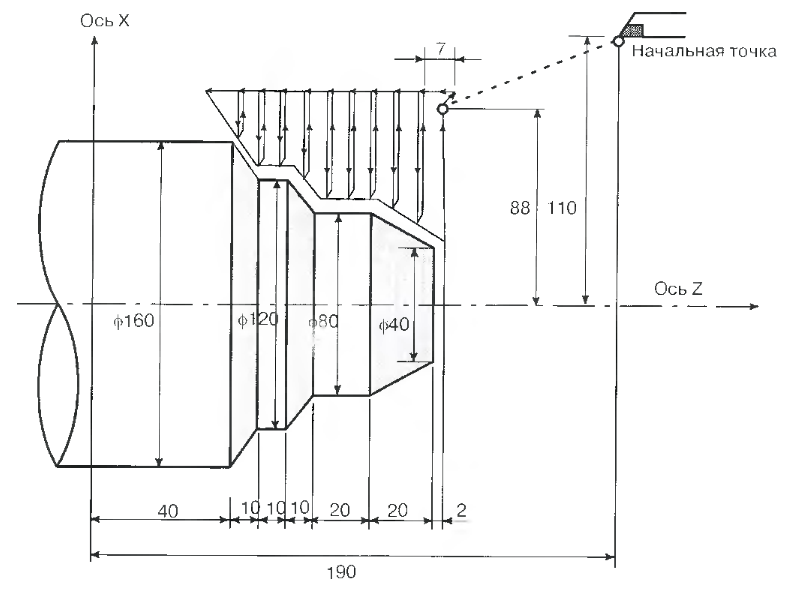
Рисунок 3 - Пример программирования технологической обработки детали.
N010 G50 X220 Z190; N011 G00 X176 Z132; N012 G72 W7 R1; N013 G72 P014 Q019 U4 W2 F0.3 S550 M3; N014 G0Z58 S700; N015 G1 X120 W12 F0.15; N016 W10; N017 X80 W10; N018 W20; N019 X36 W22; N020 G70 P014 Q019;
|
|||
|
|
Последнее изменение этой страницы: 2021-05-11; просмотров: 207; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.64 (0.007 с.) |

 ∆d: Глубина резания (задается в радиусах). Задаётся без знака, направление резания зависит от направления АА`. Это значения является модальным и остаётся неизменным до ввода нового значения.
∆d: Глубина резания (задается в радиусах). Задаётся без знака, направление резания зависит от направления АА`. Это значения является модальным и остаётся неизменным до ввода нового значения.