
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет припусков при обработке плоскости точением.Содержание книги
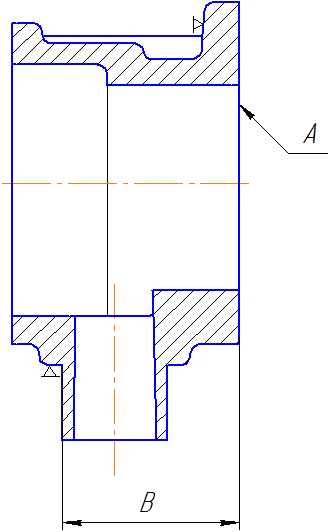
Поиск на нашем сайте При изготовлении детали обрабатывается плоскость А, при этом выдерживается размер B=47±0,6 мм. Последовательность обработки следующая: черновое, получистовое и чистовое точение. При выполнении всех операций установочной базой является
Рискнок 7.1. Схема обработки.
При точении заготовка устанавливается в патроне. Заготовка- алюминиевая отливка с наибольшим размером 96 мм. Тип производства – серийное. Общий припуск на механическую обработку плоскости Zобщ = 2 мм. Допуск размера В заготовки δ0= ± 0,6 мм.
Таблица 7.1 - расчетная карта для определения припусков и допусков при обработке плоскостей Ав размер В.
7.1.1.Назначаем достигаемый квалитет точности для каждого из рассматриваемых переходов. Для заготовки назначаем 2 класс точности, что соответствует серийному типу производства. [2, стр. 150, табл. 3] Для чернового точения назначаем 14 квалитет точности. Для получистового – 12. Для чистового точения – 10 [3, стр. 25, табл. 2.13] 7.1.2. Высота микронеровностей и глубина дефектного слоя: для заготовки находим сумму Rz + T = 200 + 100 = 300 мкм. [2, стр. 182, табл. 7] Назначаем высоту микронеровностей: при черновом точении Rz = 240 мкм, при получистовом Rz =100 мкм, при чистовом Rz =20 мкм [2, стр. 193, табл. 23] 7.1.3.Назначаем глубину дефектного слоя при черновом точении T = 240 мкм.Для получистового и чистового точения Т=0, т.к. деталь изготавливается из алюминиевого сплава.[3, стр. 25, табл. 2.13] 7.1.4.Суммарные значения пространственных отклонений: Согласно таблице выбираем пространственные отклонения при базировании в патроне [4, стр. 20]:
Для чернового точения:
Для получистового точения: Для чистового точения:
7.1.5.Погрешность установки при точении [2, стр. 39, табл. 2.34]:
7.1.6.Минимальные промежуточные припуски: [4, стр. 30]
7.1.6.Назначаем допуски на размер заготовки и допуски окончательных размеров: Допуски берутся по системе вала, т.к. размер охватываемый. Допуск на размер заготовки [5, стр. 441, табл. 2]:
Допуски на окончательные размеры [2, стр. 255, табл. 53]: δ 1 = 620 мкм; δ 2 =205 мкм; δ 3 =100 мкм;
7.1.7.Номинальные промежуточные припуски:
7.1.8.Номинальные промежуточные размеры: A 3 = 46+0,1502 =46,15мм;
A 2 = 46,15 + 0,586 = 46,73мм; A 1 = 46,73 + 0,677 = 47,407мм;
7.1.9. Схема полей допусков:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 225; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.103 (0.005 с.) |


 [3, стр. 32, табл. 2.26]
[3, стр. 32, табл. 2.26]




 т.к. для всех переходов установка одинаковая
т.к. для всех переходов установка одинаковая












