
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Упражнение 3. Проектирование литниковой системыСодержание книги Поиск на нашем сайте
Рисунок 10 Она состоит из стояка, шлакоуловителя (коллектора), двух питателей (литников) и выпора. Требуется определить (назначить и рассчитать) её размеры. Некоторые из них можно сразу назначить по конструктивным соображениям. Назначим высоту стояка Следует назначить и расстояние стояка от отливки. Если небольшая отливка частично расположена в верхней полуформе, то стояк должен быть отнесён на
Рисунок 11 Отливка разделена на четыре части, каждая часть – цилиндр с соосным цилиндрическим отверстием. Вычислить объём отливки просто: все размеры известны, объём цилиндра вычислять умеем. Опуская промежуточные вычисления, получаем:
Разумеется, знать объём отливки с точностью до кубического миллиметра не нужно. Но размеры на чертеже проставлены в миллиметрах, вычисления выполнялись по этим размерам, поэтому объём отливки получился в кубических миллиметрах. Для дальнейших расчётов выразим объём отливки в кубических сантиметрах:
Теперь можно вычислить массу отливки:
где: γ – плотность жидкого чугуна. Плотность чугунов, в зависимости от их химического состава, равна
Округлим полученный результат до килограммов:
Масса отливки получилась немного заниженной. Во-первых, считали объём отливки, исходя из размеров, указанных на чертеже. Но полость формы имеет размеры больше размеров отливки на величину усадки литейного сплава. Это сделано для того, чтобы после кристаллизации и охлаждения получилась отливка с теми размерами, которые указаны на чертеже. Линейная усадка серого чугуна 1%. Значит все размеры, указанные на чертеже отливки, должны быть увеличены при изготовлении модельного комплекта на 1%. Как модельщик изготовит модель и стержневой ящик с размерами на 1% больше тех, что указаны на чертеже? У модельщика есть однопроцентный усадочный метр. Это замечательная металлическая линейка, штрихи на которой нанесены не через Во-вторых, объём отливки ещё больше того, что сосчитан, за счёт назначаемых на её вертикальные поверхности уклонов. Поясним (рисунок 12):
Рисунок 12 При изготовлении литейной формы, полость, в которой будет кристаллизоваться отливка, получают по модели. Модель надо извлекать из полости формы. Если поверхности отливки В, Ж, И будут вертикальными, как это предусмотрено чертежом детали, то модель из полости формы не удастся извлечь. Невозможно изготовить модель так, чтобы её вертикальные поверхности были в точности перпендикулярны плоскости разъёма модели и формы. Из-за неточностей изготовления модели может получиться (с вероятностью 50% так и получится), что вертикальные поверхности чуть-чуть расширяются с удалением их от плоскости разъёма. Выход простой: надо сделать вертикальные поверхности модели с уклонами, чуть-чуть расширяющими их в сторону плоскости разъёма модели и формы. Конечно, уклоны немного искажают отливку в сравнении с тем, что предусмотрено чертежом. Но без уклонов модель не вынуть из полости формы. Для назначения уклонов воспользуемся таблицей П.6 [стр. 23]. Найденные уклоны занесём в таблицу.
Ясно, что уклоны тоже утяжеляют отливку. Ещё дополнительный металл при заливке формы потребуется для заполнения полостей и каналов литниковой системы. Масса металла в ковше
Определим оптимальное время заливки металла в форму. Для этого воспользуемся эмпирической формулой:
где
Отливка в разных местах имеет несколько разную толщину стенок:
Этот расчёт не вполне корректен, потому что протяжённость (площадь) стенок разной толщины не одинакова. Но более точное определение
Известен напор, под которым жидкий металл идёт по каналам литниковой системы. Это высота стояка
где: ∑ M – масса жидкого металла, потребная для заполнения формы, [кг] g – ускорение свободного падения, [м/ В формуле есть две величины В каналах литниковой системы жидкий металл течёт под напором, соответствующим высоте стояка. В нижнюю половину формы из питателей (литников) металл вливается под этим же напором. Затекание металла в верхнюю половину формы, находящуюся выше питателей (литников), происходит по-другому. Напору столба жидкого металла, заполняющего стояк (
где:
Имеются все данные для расчета площади сечений литниковой системы:
Сечения шлакоуловителя
Зная площади сечений литниковой системы, можно спроектировать сами сечения. Стояк имеет круговое поперечное сечение:
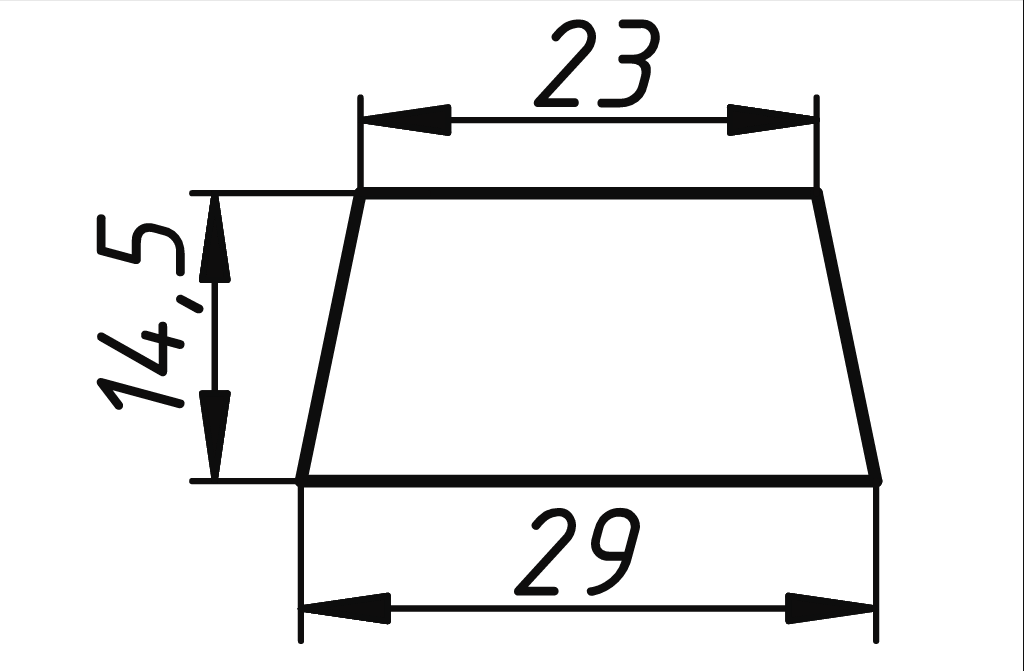
Шлакоуловитель имеет сечение трапеции. Это видно на рисунке 10, где представлена конструкция литниковой системы. Стояк опирается на шлакоуловитель, на верхнее основание трапеции. Поэтому верхнее основание трапеции
Питателей два, они одинаковые.
Металл заводить из питателя в полость формы следует тонкой широкой струёй. Такая струя меньше размывает полость формы. Поэтому сечения питателей назначаем в виде широкого низкого прямоугольника шириной
Сечения литниковой системы спроектированы.
|
||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 252; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.150 (0.009 с.) |

 Рассматриваемая отливка простая по очертаниям, не большая по размерам (массе) и отливается из очень технологичного литейного сплава – чугуна. Поэтому и литниковая система для неё будет простая.
Рассматриваемая отливка простая по очертаниям, не большая по размерам (массе) и отливается из очень технологичного литейного сплава – чугуна. Поэтому и литниковая система для неё будет простая. Такой стояк будет вполне соразмерен отливке. Действительно, отливка входит в верхнюю полуформу на высоту
Такой стояк будет вполне соразмерен отливке. Действительно, отливка входит в верхнюю полуформу на высоту  , выше неё на
, выше неё на  входит в верхнюю полуформу верхний знак стержня. Над верхним знаком есть зазор
входит в верхнюю полуформу верхний знак стержня. Над верхним знаком есть зазор  Получается, что вся высота конструкции в верхней полуформе
Получается, что вся высота конструкции в верхней полуформе  Над дном углубления, в которое входит верхний знак стержня, должен быть толстый (не тоньше
Над дном углубления, в которое входит верхний знак стержня, должен быть толстый (не тоньше  ) слой формовочной смеси. В противном случае эта часть формы может обрушиться. Опоки, в которых размещаются полуформы, имеют высоту, кратную 100 мм. Исходя из этого, принимаем высоту верхней опоки 400 мм. Отсюда и высота стояка
) слой формовочной смеси. В противном случае эта часть формы может обрушиться. Опоки, в которых размещаются полуформы, имеют высоту, кратную 100 мм. Исходя из этого, принимаем высоту верхней опоки 400 мм. Отсюда и высота стояка  . Этой высоты вполне достаточно, чтобы в опоке хорошо разместилась конструкция верхней полуформы.
. Этой высоты вполне достаточно, чтобы в опоке хорошо разместилась конструкция верхней полуформы. от неё. Если стояк будет ближе к отливке, то он сквозь тонкий слой формовочной смеси будет подогревать отливку. Подогреваемое стояком место отливки, закристаллизуется в последнюю очередь. Именно в нём и сформируется усадочная раковина. Чтобы этого не случилось, отодвинем стояк от отливки на
от неё. Если стояк будет ближе к отливке, то он сквозь тонкий слой формовочной смеси будет подогревать отливку. Подогреваемое стояком место отливки, закристаллизуется в последнюю очередь. Именно в нём и сформируется усадочная раковина. Чтобы этого не случилось, отодвинем стояк от отливки на  .
. Для дальнейших расчётов литниковой системы потребуется знать массу отливки. Вычислим её. Разделим отливку на части так, чтобы каждая часть отливки представляла собой простое геометрическое тело, объём которого можно вычислить.
Для дальнейших расчётов литниковой системы потребуется знать массу отливки. Вычислим её. Разделим отливку на части так, чтобы каждая часть отливки представляла собой простое геометрическое тело, объём которого можно вычислить.


 . Примем для чугуна СЧ 20 плотность
. Примем для чугуна СЧ 20 плотность  или
или  . Тогда:
. Тогда:

 , а через 1,01 мм. Пользуясь чертежом отливки и измеряя размеры изготовляемых модели и стержневого ящика усадочным метром, модельщик изготовит и модель, и стержневой ящик с размерами на 1% больше тех, что указаны на чертеже. Форма, изготовленная по такому модельному комплекту, будет иметь полость на 3% больше той, что получилось по нашим вычислениям. Соответственно, увеличится и масса отливки.
, а через 1,01 мм. Пользуясь чертежом отливки и измеряя размеры изготовляемых модели и стержневого ящика усадочным метром, модельщик изготовит и модель, и стержневой ящик с размерами на 1% больше тех, что указаны на чертеже. Форма, изготовленная по такому модельному комплекту, будет иметь полость на 3% больше той, что получилось по нашим вычислениям. Соответственно, увеличится и масса отливки.
 для изготовления отливки массой
для изготовления отливки массой  определяется так:
определяется так:

 – время заливки металла в форму, [с]
– время заливки металла в форму, [с] – средняя толщина стенок отливки, [мм]
– средняя толщина стенок отливки, [мм] Вычислим среднюю толщину стенки отливки
Вычислим среднюю толщину стенки отливки = 50 мм.
= 50 мм. не требуется, т. к. в дальнейших расчётах
не требуется, т. к. в дальнейших расчётах  вносится под знак кубического корня.
вносится под знак кубического корня.
 Известно количество чугуна, которое надо залить в форму
Известно количество чугуна, которое надо залить в форму  Осталось рассчитать сечения литниковой системы, которые обеспечат затекание этого металла, за это время, под этим напором. Рассчитывать будем самое узкое сечение литниковой системы, сечение питателей.
Осталось рассчитать сечения литниковой системы, которые обеспечат затекание этого металла, за это время, под этим напором. Рассчитывать будем самое узкое сечение литниковой системы, сечение питателей.
 – сумма площадей сечений питателей, [м2]
– сумма площадей сечений питателей, [м2] – плотность жидкого металла,
– плотность жидкого металла, 
 – время заливки металла в форму, [с]
– время заливки металла в форму, [с] – коэффициент расхода литниковой системы
– коэффициент расхода литниковой системы ]
] – расчётный напор металла при заполнении полости формы, [м]
– расчётный напор металла при заполнении полости формы, [м] и
и  , если отливка тонкостенная,
, если отливка тонкостенная,  если отливка толстостенная. Отливка считается тонкостенной, если её стенки тоньше 40 мм и толстостенной, если её стенки толще 40 мм. Наша отливка толстостенная, средняя толщина её стенок 50 мм.
если отливка толстостенная. Отливка считается тонкостенной, если её стенки тоньше 40 мм и толстостенной, если её стенки толще 40 мм. Наша отливка толстостенная, средняя толщина её стенок 50 мм. ) противостоит напор металла, заполняющего верхнюю половину формы. Получается, что чем выше поднимается в верхней половине формы (над питателями) жидкий металл, тем с меньшим напором он туда затекает. Это обстоятельство и учитывается в формуле для расчёта сечений литниковой системы величиной
) противостоит напор металла, заполняющего верхнюю половину формы. Получается, что чем выше поднимается в верхней половине формы (над питателями) жидкий металл, тем с меньшим напором он туда затекает. Это обстоятельство и учитывается в формуле для расчёта сечений литниковой системы величиной 
 ,
,  – расчётный напор, [м]
– расчётный напор, [м] – превышение отливки над питателями, [м]
– превышение отливки над питателями, [м] – высота отливки, [м]
– высота отливки, [м]
 =
= 

 и стояка
и стояка  находят следующим образом:
находят следующим образом:




 Нижнее основание трапеции
Нижнее основание трапеции  больше верхнего основания
больше верхнего основания  . Принимаем
. Принимаем  Теперь можно вычислить высоту трапеции
Теперь можно вычислить высоту трапеции  :
:


 и высотой
и высотой  .
.



