Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Процедура подключения питанияСодержание книги
Поиск на нашем сайте - ЗАМЕЧАНИЕ - Важно, чтобы процедура подключения проводилась, как описано, чтобы обеспечить безопасную, точную и продолжительную работу станка. 1. Включите главный контактор "А", Рисунок 2.1. 2. Вдавите главный воздушный клапан "В", Рисунок 2.2 ВНУТРЬ, чтобы включить подачу воздуха станка. - ЗАМЕЧАНИЕ - Обратитесь к Главе 6 для получения информации по наполнению бака охладителя. 3. Проверьте уровень охладителя. Если необходимо, добавьте охладитель. - ПРЕДУПРЕЖДЕНИЕ - При нажатии кнопка включения устройства управления, НЕ нажимайте какую-либо другую кнопку или клавишу, пока не отобразится позиция или экран тревоги. Некоторые кнопки и клавиши используются для обслуживания устройства управления или специальных команд операций. 4. Нажмите кнопку включения устройства управления, и ждите, пока не включится экран устройства управления. 5. Вытяните кнопку аварийной остановки, чтобы высвободить ее. 6. Если необходимо, высвободите кнопку аварийной остановки, находящуюся рядом с кнопками ручного перемещения магазина инструментов. 7. Убедитесь, что защитная дверца охлаждения закрыта. 8. Теперь станок готов к возврату к нулю (возврат в исходную позицию), что описано на странице 2-3.
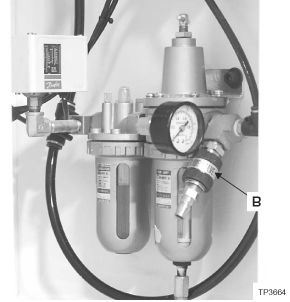
Процедура возврата к нулю (в исходную позицию) - Предупреждение - При возврате осей с помощью процедуры возврата к нулю, убедитесь, что не существует интерференции между креплениями, инструментарием или изделием. НЕ пытайтесь вернуть оси в исходную позицию, если магазин(ы) инструментов не находится(ятся) в исходной позиции. 1. Убедитесь, что магазин инструментов находится в исходной позиции (позиция возврата). 2. Выберите режим ручного перемещения (Jog). 3. Установите переключатель Feedrate/Jog Override на нужную скорость подачи. 4. Если необходимо, переместите оси станка в безопасное положение для перемещения. 5. Используйте кнопку –Z, чтобы переместить головку приблизительно на 1 дюйм (25 мм) в отрицательном направлении (вниз). 6. Используйте кнопку +Х, чтобы переместить стол приблизительно на 1 дюйм (25 мм) в положительном направлении. 7. Используйте кнопку -Y, чтобы переместить стол приблизительно на 1 дюйм (25 мм) в отрицательном направлении. 8. Выберите режим возврата к нулю (Zero Return). 9. Нажмите кнопку +Z. Ось Z переместится в исходную позицию. 10. Нажмите кнопку -Х. Ось Х переместится в исходную позицию. 11. Нажмите кнопку +Y. Ось Y переместится в исходную позицию. 12. Если станок оборудован опционным вращательным столом, нажмите кнопку +В, чтобы пошагово переместить вращательный стол в исходную позицию. 13. При включении питания обрабатывающего центра с высоким крутящим моментом, станок готов к работе. Процедуры прогрева шпинделя - Предупреждение - Непроведение правильного прогрева шпинделя может привести к сбою шпинделя. Никогда не включайте шпиндель на скорости более 50 процентов максимальной расчетной скорости без резцедержателя, установленного в шпинделе. - Замечание - Прогрев шпинделя требуется только для высокоскоростных обрабатывающих центров. Высокоскоростные обрабатывающие центры оборудованы автоматическим таймером, который запрещает работу шпинделя в течение 5 минут после включения питания. Цель – это обеспечить должную смазку подшипников шпинделя. Произведите необходимый прогрев шпинделя после истечения периода в 5 минут. Высокоскоростные обрабатывающие центры, оборудованные шпинделем на 12,000 об/мин, поставляются либо с пластичной смазкой, либо воздушно-масляным лубрикатором "С", рисунок 2.3. Высокоскоростные обрабатывающие центры, оборудованные шпинделем на 15,000 об/мин, поставляются с воздушно-масляным лубрикатором "С", рисунок 2.3. 1. На станках, оборудованных воздушно-масляной смазкой шпинделя, убедитесь, что воздушно-масляный лубрикатор "С", рисунок 2.3, ВКЛЮЧЕН. Подождите 5 минут прежде, чем перейти к шагу 2. 2. На станках, оборудованных воздушно-масляной смазкой шпинделя, включите клапан давления лабиринтного воздушного уплотнения шпинделя "D". Рекомендованная установка давления – это 7.4 фунтов на квадратный дюйм (0.5 бар). 3. Произведите правильный прогрев шпинделя, зависящий от того, как долго обрабатывающий центр бездействовал. Недолгий прогрев шпинделя - Предупреждение - Недолгий прогрев шпинделя должен использоваться только если обрабатывающий центр бездействовал МЕНЕЕ, чем 2 недели. Обратитесь к разделу Долгий прогрев шпинделя, если станок бездействовал 2 недели или более. Используйте режим ручного ввода данных, чтобы прогнать шпиндель на 25 процентах от максимальной скорости шпинделя в течение 15 минут. После завершения прогрева шпинделя станок готов к работе
Рисунок 2.3 – Воздушно-масляный лубрикатор и клапан давления лабиринтного воздушного уплотнения. Долгий прогрев шпинделя - Замечание - Используйте соответствующую процедуру в данном разделе, если станок бездействовал 2 недели или более. Станок с воздушно-масляной смазкой Используйте режим ручного ввода данных, чтобы прогнать шпиндель на 25 процентах от максимальной скорости шпинделя в течение 30 минут; затем на 50 процентах от максимальной скорости в течение 60 минут После завершения прогрева шпинделя станок готов к работе Станок с пластичной смазкой шпинделя Используйте режим ручного ввода данных, чтобы прогнать шпиндель на 25 процентах от максимальной скорости шпинделя в течение 20 минут; затем на 50 процентах от максимальной скорости в течение 30 минут После завершения прогрева шпинделя станок готов к работе
|
||||||
|
|
Последнее изменение этой страницы: 2021-05-27; просмотров: 162; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.61 (0.028 с.) |