В одном направлении со шпинделем станка
делей 2 осуществляется телескопическим соединением 6 со
скользящей шпонкой. Шпиндели головки вращаются с оди-
наковой частотой.
В конструкции регулируемой головки, схематично пред-
ставленной на рисунке 4.6, д, перестановка шпинделей 1 осу-
ществляется по дуге радиусом г. Это достигается поворотом
кронштейнов 2 относительно осей 3. Конус (хвостовик) 4 го-
ловки соединяется со шпинделем станка, а корпус её предох-
раняется от поворота фиксатором 5. Головки описанной кон-
струкции удобны для обработки отверстий во фланцах раз-
ного диаметра. Расположение шпинделей может быть I, II,
III и других вариантов.
На рисунке 4.7 показана четырёхшпиндельная головка с
двухъярусным расположением зубчатых колёс. Двухъярус-
ное расположение зубчатых колёс применяется в головках с
олизко расположенными осями рабочих шпинделей. В этом
глучае промежуточные (паразитные) зубчатые колёса уста-
навливаются на рабочих шпинделях. В показанной головке

Рис. 4.7 Специальная четырёхшпиндельная головка
шестеренчатого типа с внешним зацеплением
и двухъярусным расположением зубчатых колёс
установлены четыре промежуточных зубчатых колеса 5 на
четырёх рабочих шпинделях 3: два в верхнем и два в ниж-
нем ярусах.
На центральном ведущем валу 1 размещено широкое зуб-
чатое колесо 2, которое находится в зацеплении с четырьмя
промежуточными колёсами 5 и вращает их. Промежуточные
зубчатые колёса 5 через зубчатые колёса 4 передают враще-
ние четырём рабочим шпинделям 3 сверлильной головки.
Рабочие шпиндели установлены на шарикоподшипниках.
Сверлильная головка центрируется и крепится на конце гиль-
зы шпинделя станка с помощью двух полуколец 6. В рабо-
чих шпинделях предусмотрены державки с конусными от-
верстиями для установки инструментов.
Многошпиндельные сверлильные головки, несущие об-
рабатывающие инструменты, должны быть связаны с кон-
дукторными плитами и приспособлениями, в которых уста-
новлены обрабатываемые заготовки. Кондукторные плиты
могут изготовляться заодно с корпусом приспособления или
отдельно от него в виде подвесной плиты.
На рисунке 4.8 показана подвесная кондукторная пли
та 8, изготовленная отдельно от корпуса 1 приспособления.
Многошпиндельная головка корпусом 1 связана с кондук-
торной плитой 8 двумя скалками 5. Скалки нижними кон-
цами жёстко закреплены в кондукторной плите гайками 2, а
верхними концами свободно перемещаются в отверстиях вту-
лок 6, запрессованных в корпусе 7 многошпиндельной го-
ловки. С корпусом 1 станочного приспособления корпус 1
многошпиндельной головки через кондукторную плиту 8
связан двумя направляющими пальцами 4, которые нижни-
ми концами жёстко закреплены в корпусе 1 приспособле-
ния. Пальцы 4 входят в направляющие втулки 3 подвесной
плиты 8 и обеспечивают связь и правильное направленно
осей кондукторных втулок подвесного кондуктора относи
тельно осей отверстий заготовки 9, установленной в приспо
соблении. Пружины на направляющих скалках 5 при кон
тактировании кондукторной плиты 8 с обрабатываемой заго

Рис. 4.8 Многошпиндельная сверлильная головка
шестеренчатого типа с внешним зацеплением и одноярусным
расположением зубчатых колёс и подвесным кондуктором
гонкой 9 начинают сжиматься и при дальнейшем опускании
головки с силой сжатия пружин прижимают заготовку, зак-
репляя её.
Головки шестеренчатого типа с внутренним зацеплением
колёс и консольным расположением рабочих шпинделей пред-
п/ыначены для обработки отверстий, расположенных близко
друг от друга. При этом обеспечивается вращение всех шпин-
делей в одном направлении без использования промежуточ-
ных колёс.
Головка шестеренчатого типа с внутренним зацеплением
колёс (рис. 4.9, а) предназначена для одновременного свер-
ления четырёх отверстий. Ведущий вал связан с помощью
двух сегментных шпонок с ведущим зубчатым колесом 3,
находящимся в зацеплении одновременно со всеми зубчаты-
ми колёсами 2 рабочих шпинделей 1. С целью обеспечения
малой высоты головки подшипники ведущего вала посаже-
ны на ступицу зубчатого колеса 3. Колёса и подшипники
смазываются через отверстие, которое закрывается резьбо-
вой пробкой 5.
На рисунке 4.9, б представлена другая конструкция го-
ловки с зубчатыми колёсами внутреннего зацепления. В этой
конструкции ведущий вал и ведущее колесо выполнены в
виде одной детали 8. Вал — зубчатое колесо 8 опирается на
подшипник скольжения 7 и опорный шарикоподшипник 6.
Для рабочих шпинделей также приняты подшипники сколь-
жения 7. Вместо отдельных для каждого шпинделя упорных
подшипников принят общий подшипник 5 для всех шпинде-
лей. Для уменьшения трения между кольцом этого подшип-
ника и шпинделями в выточках зубчатых колёс 2 шпинде-
лей размещены на закаленных опорах 3 шары 4. Свёрла 9
закрепляются с помощью цанг 10 гайками 11. Боковая пло-
щадка П на хвостовике сверла дополнительно предохраняет
сверло от проворачивания.
Конструкция головки кривошипного типа, предназначен-
ной для обработки двух отверстий диаметром 5,5 мм на рас-
стоянии 15 мм друг от друга, представлена на рисунке 4.9, в.
Конический хвостовик 9, предназначенный для соединения
головки со шпинделем станка, выполнен как единое целое с
цилиндрическим фланцем 7, в котором имеется отверстие,
имеющее смещение оси на 4 мм от оси хвостовика. В этом
отверстии расположен цилиндрический хвостовик поводко-
вой плиты 5, в отверстия которой входят расположенные
также с эксцентриситетом 4 мм хвостовики рабочих шпин-
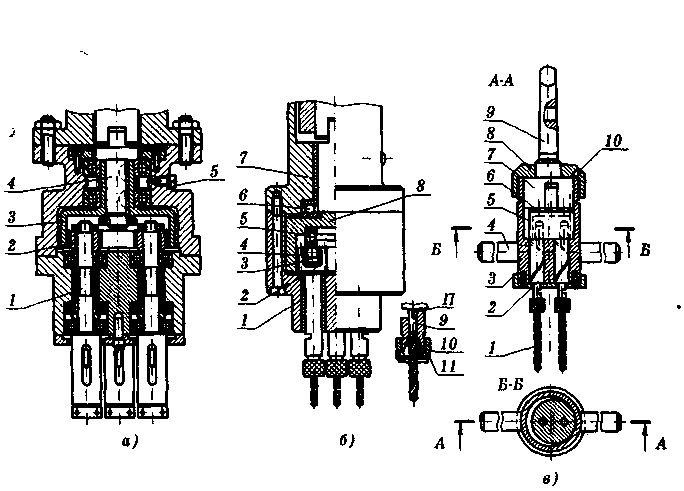
Рис. 4.9 Многошпиндельные головки
с близким расположением рабочих шпинделей
делей 2. Для исключения вращения корпуса головки 3 пре-
дусмотрены два стержня 4, которые перед началом работы
должны соприкасаться с неподвижным элементом станка
станиной, стойкой и т.п. При вращении шпинделя станка
плита 5 совершает плоское движение и шпиндели головки
нращаются в одинаковом со шпинделем станка направлении
с одной и той же частотой.
Крепление свёрл 1 осуществляется так же, как в конст-
рукции, представленной на рисунке 4.9, б. С целью умень-
шения потерь на трение и износа деталей корпус 3 головки,
с которым соприкасаются все трущиеся детали, изготовляет-
ся из фосфористой бронзы. Между плитой 5 и фланцем 7
1»пзмещается шайба 6, и все трущиеся детали смазываются.
Для этой цели в крышке 8 предусмотрено отверстие для вво-
да смазочного материала с резьбовой пробкой 10. В деталях 5
и 7 просверлены соответствующие отверстия, а на шпинде-
ллх 2 выполнены спиральные канавки.
|






