
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Допуски и посадки резьбовых соединенийСодержание книги
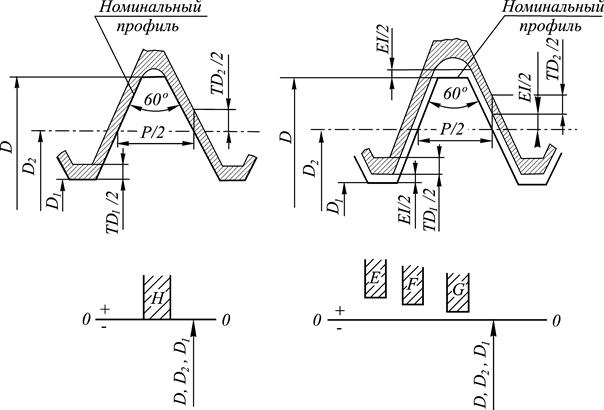
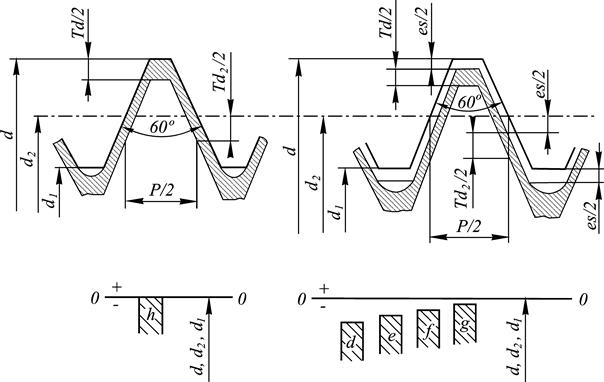
Поиск на нашем сайте Система допусков должна обеспечивать как свинчиваемость, так и прочность резьбового соединения. Основным параметром, определяющим точность и характер резьбового соединения (характер посадки), является средний диаметр. Поля допусков на наружный и внутренний диаметр гайки и болта построены таким образом, чтобы обеспечить гарантированный зазор. В зависимости от характера сопряжения по боковым сторонам профиля (т.е. по среднему диаметру) различают посадки с зазором, натягом и переходные. Из нескольких разновидностей метрических резьб наиболее широко применяется и действительно является универсальной только резьба с зазорами. Для получения различных посадок с зазором ГОСТ 16093−81 предусматривает четыре основных отклонения для резьбы гаек − Схемы расположения полей допусков приведены на рис. 25, из которых видно, что отклонения диаметров резьбы отсчитываются от номинального профиля, показанного утолщенными линиями, в направлении перпендикулярном оси резьбы.
а
б
Рис. 25. Положения полей допусков наружной (а) и внутренней (б) резьб
Расположение полей допусков относительно номинального профиля резьбы определяется величиной основных отклонений: нижнего Верхние отклонения для внутренней резьбы (по Степень точности выбирается в зависимости от длин свинчивания резьбы и требований, предъявляемых к точности резьбового соединения. Длины свинчивания резьбовых деталей подразделяются на три группы:
Т а б л и ц а 2 Степень точности метрической резьбы
Вернее отклонение наружного диаметра гайки и нижнее отклонение внутреннего диаметра болта, как видно из схем (см. рис. 25) не устанавливаются. Поля допусков метрической резьбы представлены в ГОСТ 16093−81. Допуск среднего диаметра резьбы является суммарным, он учитывает не только допустимую погрешность собственно среднего диаметра
При одной и той же степени точности допуск по среднему диаметру гайки Посадки резьбовых соединений могут быть получены в принципе любым сочетанием полей допусков резьбы гайки и болта из приведенных в ГОСТ. Наиболее распространена посадка с небольшим зазором На чертежах посадки обозначают дробью, в числителе которой указывают поле допуска гайки, а знаменателе поле допуска болта, например, Точность резьбы можно контролировать дифференцированным (контроль каждого параметра в отдельности) и комплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметры резьбы в отдельности трудоемок, поэтому его применяют для точных резьб: ходовых винтов, резьбовых калибров, метчиков и т.п. Комплексный контроль резьбы выполняют либо с помощью предельных калибров, либо с помощью проекторов и шаблонов с предельными контурами. ЛЕКЦИЯ№9
|
||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 520; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.150 (0.007 с.) |
||||||||||||||||||

 ,
,  ,
,  ,
,  и пять основных отклонений для болтов −
и пять основных отклонений для болтов −  ,
,  ,
,  ,
,  ,
,  .
.
 − для внутренней резьбы (гайки) и верхнего −
− для внутренней резьбы (гайки) и верхнего −  для наружной резьбы (болта), которые для данного шага не зависят от диаметра резьбы. Величины основных отклонений
для наружной резьбы (болта), которые для данного шага не зависят от диаметра резьбы. Величины основных отклонений  и
и  ) и нижние − для наружной резьбы (по
) и нижние − для наружной резьбы (по  и
и  ,
,  ,
,  и
и  , величина которых определяется в соответствии с принятой степенью точности. Установленные стандартом степени точности приведены в табл. 2.
, величина которых определяется в соответствии с принятой степенью точности. Установленные стандартом степени точности приведены в табл. 2. − короткие,
− короткие,  − − нормальные и
− − нормальные и  − длинные (ГОСТ 16093−81). Длины свинчивания свыше
− длинные (ГОСТ 16093−81). Длины свинчивания свыше  до
до  относятся к группе
относятся к группе  , но также диаметральные компенсации погрешностей шага
, но также диаметральные компенсации погрешностей шага  и угла профиля
и угла профиля 

 , образованная сочетанием полей допусков гайки и болта, рекомендуемых для предпочтительного применения.
, образованная сочетанием полей допусков гайки и болта, рекомендуемых для предпочтительного применения. . В рассматриваемом примере на первом месте как для гайки, так и для болта стоит обозначение поля допуска по среднему диаметру (5H и 7g), а на втором − обозначения полей допусков для внутреннего диаметра гайки (6 H) и наружного диаметра болта (6 g). Если обозначения полей допусков внутреннего диаметра гайки и наружного диаметра болта совпадают с обозначением поля среднего диаметра, то они не повторяются, например,
. В рассматриваемом примере на первом месте как для гайки, так и для болта стоит обозначение поля допуска по среднему диаметру (5H и 7g), а на втором − обозначения полей допусков для внутреннего диаметра гайки (6 H) и наружного диаметра болта (6 g). Если обозначения полей допусков внутреннего диаметра гайки и наружного диаметра болта совпадают с обозначением поля среднего диаметра, то они не повторяются, например,  .
.


