
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Краткий исторический обзор развития стандартизации , метрологии и сертификации .Содержание книги
Поиск на нашем сайте КОНСПЕКТ по дисциплине «Метрология и стандартизация»
2020 г.
Пояснительная записка.
Методическая разработка «Краткий конспект по дисциплине «Метрология, стандартизации» предназначен для студентов, изучающих дисциплину, и может использоваться преподавателями, преподающими эту дисциплину. Необходимость такой методической разработки обусловлена тем, что учебники и учебные пособия не содержат всех необходимых разделов и материалов. В некоторых учебниках хорошо изложен материал стандартизации деталей и соединений, но устарел раздел «качество продукции» и «сертификация». Кроме того, практически во всех учебных пособиях при изложении материала по стандартизации и метрологии отсутствует четкая система в изложении: Стандартизация: параметры, определяющие взаимозаменяемость; точность изготовления; образование посадок; обозначение посадок на чертежах; применение посадок. Метрология: назначение инструмента; устройство; настройка перед работой; чтение показаний. Систематизация материала способствует лучшему усвоению его студентами и дает четкую систематизированную картину. Этот конспект может корректироваться с учетом изменений, каких то разделов и появления новых технологий. На сегодняшний день практически все инструменты имеют электронные аналоги (приложение 1), поэтому может возникнуть необходимость в полной переработке раздела метрология.
Требования ФГОС СПО.
Должны знать:
1. Правила и принципы формирования единой системы допусков и посадок (ЕСДП); правила подбора средств измерения. 2. Основные понятия и определения метрологии, стандартизации и сертификации. 3. Основные положения государственной системы стандартизации (ГСС) -положения закона «О техническом регулировании»
Должны уметь:
1. Использовать основные положения в стандартизации и сертификации в профессиональной деятельности. 2. Применять требования нормативных документов к основным видам продукции (услуг и процессов) 3. Применять документацию системы качества. 4. Применять основные правила и документы системы сертификации.
Литература.
1. Н.С. Козловский, А.Н. Виноградов «Основы стандартизации, допуски, посадки и технические измерения» М. Академия, 2014 г. 2. В.М. Клевлеев и др. «Метрология, стандартизация и сертификация» М. Форум, 20015 г.
Дополнительная литература
1. Журнал «Сертификация» 2. Инженерный журнал «Справочник»
Сайты в Интернете www.uniis.ru
Содержание дисциплины
ВВЕДЕНИЕ Студенты должны иметь представление: О роли и месте знаний по дисциплине в процессе освоения основной образовательной программы по специальности и в сфере профессиональной деятельности техника Цель изучения предмета. Взаимосвязь предмета с другими учебными предметами. Перечень изучаемых разделов и краткий их обзор. Требования, предъявляемые к знаниям, умениям и навыкам. Примеры стандартизации · в древнем мире использовали единую систему мер, строительные детали стандартного размера, стандартные водопроводные трубы; · в эпоху Возрождения в Венеции осуществляли сборку галер из заранее изготовленных деталей и узлов; · в период перехода к машинному производству француз Леблан в 1785 г. Изготовил 50 ружейных замков, которые подходили для любого изготовленного ружья; · 1845 г в Англии введена система стандартизации крепежных резьб; · 1875 19 государств учреждение Международного бюро мер и весов; · Иван Грозный ввел для измерения пушечных ядер стандартные калибры- кружала; · Петр 1 ввел технические условия, учитывающие повышенные требования иностранных рынков к качеству отечественных товаров и открыл бракеражные комиссии по проверке качества товаров в Петербурге и Архангельске1925 год начало развития стандартизации в СССР. 1926 год введение категория стандартов ОСТ – общесоюзный стандарт Уровень развития стандартизации в стране определяет качество жизни, которое зависит от и качества выпускаемой продукции и услуг.
РАЗДЕЛ I. СТАНДАРТИЗАЦИЯ. Тема 1.1. ОСНОВНЫЕ ПОНЯТИЯ В ОБЛАСТИ СТАНДАРТИЗАЦИИ. Требования к знаниям и умениям студентов. · понятия стандартизация, нормативный документ, стандарт; · национальный стандарт Российской Федерации, отраслевые стандарты; · национальные и международные организации по стандартизации. Основные определения: стандартизация, нормативный документ, стандарт, технические условия. Виды стандартизации: международная, межгосударственная и национальная. Основные положения Федерального закона «О техническом регулировании». Государственный комитет РФ по стандартизации, метрологии, сертификации Госстандарт России)Управление технического нормирования, стандартизации и сертификации по строительной политике (Госстрой Группы специалистов по стандартизации в центральных аппаратах государственных органов управления (например, в Минтрансе) Технические комитеты по стандартизации, создаваемые на добровольной основе. Подразделения, службы создаваемые предприятиями, организациями. Функции Госстандарта.
Основные понятия и определения по ФЗ «О техническом регулировании» №245 31.12.2002 г. Стандартизация – деятельность по установлению правил, характеристик в целях добровольного многократного использования, направленная на достижение упорядочности в сферах производства и обращения продукции и повышения конкурентоспособности продукции работ и услуг. Объект стандартизации – может быть продукция, услуги или процессы. Результатом деятельности стандартизации является выработка нормативного документа. Нормативный документ – документ, устанавливающий правила, общие принципы или характеристики, касающиеся различных видов деятельности или их результатов. Стандарт – документ, в котором в целях добровольного многократного использования устанавливаются характеристики продукции, правила осуществления и характеристики процессов производства, эксплуатации, хранения, перевозки, реализации и утилизации, выполнения работ или оказания услуг. Технические условия – документ по качеству готовой продукции. Виды стандартизации: международная, межгосударственная и национальная. Международная – совокупность организаций по стандартизации и продуктов их деятельности: стандартов рекомендаций и др.
Категории стандартов: 1. ГОСТ Р – национальный стандарт России. Выполнение требований обязательно для всех предприятий не зависимо от форм собственности, требования к выполнению не обязательны, если продукция выпускается более высокого качества. 2. ГОСТ – межгосударственный стандарт. Разработан в рамках СССР. 3. ИСО – международные стандарты, которые используются в стране без ограничений, если страна принимала участие в его разработке, если не принимала участие в разработке, то используются по согласованию. 4. СТ СЭВ – межрегиональный стандарт. 5. ОСТ – стандарт отрасли. 6. ТУ – технические условия. Разрабатываются на продукцию, если ее качество выше, чем требования в стандарте или стандарта нет. 7. СГП – стандарт предприятия и разрабатывается на предприятии и обязателен к выполнению только предприятием.
ТР – технический регламент предполагает замену всех нормативных документов на эту категорию. Технический регламент – документ принятый международным договором РФ и устанавливает обязательные требования к объектам технического регулирования. Основные положения ФЗ №245. Техническое регулирование – это правовое регулирование отношений в области установления применения и исполнения обязательных требований и продукции. ФЗ устанавливает основные принципы стандартизации, процедуры подтверждения качества продукции, государственный контроль за исполнение технических регламентов, информационное сопровождение всех этих процессов. Технический регламент – призван уменьшить объем требований, предъявляемых к конкретной продукции.
Новый подход. - в директивах на продукцию на продукцию задаются обязательные для выполнения существенные требования безопасности; - национальные стандарты устанавливают конкретные характеристики продукции; - стандарты сохраняют добровольный статус; - продукция, выпущенная в соответствии со стандартами, гармонизированными с директивой, рассматриваются как соответствующая ее существенным требованиям; - факт соответствия гармонизированным стандартам, подтвержденным определенным способом, является реализацией презумпции соответствия; - если изготовитель продукции не желает воспользоваться гармонизированным стандартом, то он должен доказать соответствие продукции существенным требованиям директивы как правило, с помощью третьей стороны. ТЕМА 1.5. ОСНОВНЫЕ ПОНЯТИЯ О ДОПУСКАХ И ПОСАДКАХ Требования к знаниям и умениям студентов. должны иметь представление: - о назначении допусков при изготовлении деталей; - о зависимости сборки узла от характера соединения деталей должны знать: - определения квалитет, посадка, поверхности, сопрягаемые и свободные, охватывающие и охватываемые; - размеры деталей должны уметь: - читать и проставлять на чертежах отклонения; - по чертежу определять тип посадки; - рассчитывать предельные параметры посадок должны иметь навыки: - определения по ГОСТ 25346-82 отклонений размеров в различных квалитетах Все детали обязательно изготавливаются с допусками, т.к. изготовить деталь точно по размеру невозможно из-за неоднородности материала; квалификации, характеристик станков; температурных колебаний; погрешности инструмента. Размеры. 1. Номинальные (D, d или Dн, dн) – назначаются конструктором, исходя из условий прочности в соответствии со стандартными рядами линейных размеров. Æ 40 +0,025 D=d 2. Предельные размеры деталей Dmax, Dmin, dmax, dmin) – назначаются конструктором для удешевления продукции и получения различных типов посадок. 3. Действительные размеры (Di, di) – определяются при измерении. 4. Истинные размеры (Dист, dист) – размеры, которые на самом деле имеют детали и которые определить невозможно из-за погрешности инструмента. Отклонения. Отклонения введены для упрощения обозначения на чертежах. ES – верхнее отклонение размера отверстия, мм (мкм) EI – нижнее отклонение размера отверстия, мм (мкм) es – верхнее отклонение размера вала, мм (мкм) ei – нижнее отклонение размера вала, мм (мкм) Em – среднее отклонение размера отверстия, мм (мкм) Em =
em – среднее отклонение размера вала, мм (мкм) em =
Ei – действительное отклонение размера Ei = Di – D Ei = di – d
Иметь представление О параметрах резьбового соединения; Знать: Параметры резьбовых соединений влияющих на взаимозаменяемость; Точность изготовления резьбовых соединений; Принцип образования посадок в резьбовом соединении; Обозначения посадок на сборочных чертежах. Уметь Назначать посадки для различных резьбовых соединений. Иметь навыки: Чтения обозначений посадок шлицевых и шпоночных
Ι Параметры, определяющие взаимозаменяемость 1. Геометрические размеры Рис 30
d1 (D1)– внутренний диаметр резьбы d (D)– наружный диаметр резьбы d2 (D2)– – средний диаметр резьбы Р – шаг резьбы a (600)- угол профиля резьбы Н – теоретическая высота зуба Н1 – рабочая высота зуба 2. Отклонения формы деталей должны находится в заданных пределах 3. Заданным параметрам должны соответствовать параметры шероховатости
ΙΙТочность изготовления резьб. 1.Точность изготовления называют степенью точности. 2.Изготавливаются с 3, 4, 5 … 8 степенями точности (3 самая точная) 3.Степени точности делятся на классы точности: - точный – 3, 4, 5, 6 - средний – 5, 6, 7 - грубый – 7, 8 4.Все три диаметра резьбы изготавливаются (часто) по разным полям допусков. 5.Допуск на внутренний диаметр болта (d1) и на наружный диаметр гайки (D) не задается. 6.После изготовления резьбовые детали подвергаются сортировке по группам, такая сортировка обеспечивает одинаковые зазоры или натяги.
3
При сборке гайки из первой группы собираются с болтами из первой группы, вторая со второй и т.д. Ι Ι Ι Образование посадок. 1.Посадки получают в основном в системе отверстия (реже вала) 2.Получают все три типа посадок (зазор, натяг, переходные) 3.Посадки получают в основном по среднему диаметру (D2 d2) 4. При этом диаметры резьбы обрабатываются по стандартным полям допусков, что и позволяет получить разные посадки. Ι v Обозначение резьбовых соединений на сборочных чертежах ¡ Пример: М 30 - 7H/ 6h М – метрическая резьба; 30 – наружный диаметр резьбы (D,d); резьба с крупным шагом; 7Н – степень точности и основное отклонение среднего диаметра гайки; 6h – степень точности и основное отклонение среднего диаметра болта. М20 х 2,5 – 7Н/2/6h/2 – 20 2,5 – мелкий шаг резьбы; 2 – количество групп сортировки; 20 – длина свинчивания М20 – 7Н8G/6h7g У болта и гайки диаметры изготовлены по разным полям допусков. 7H и 6h это средние диаметры гайки и болта. 8G это D1 у гайки; 7g это d у болта. v Применение посадок. Посадки с натягом используются при высоких нагрузках. Посадки с зазором используются при невысоких напряжениях. Посадки переходные используются при средних нагрузках.
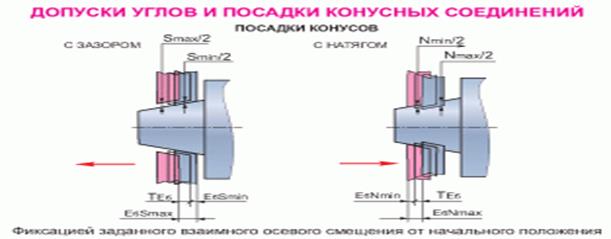
Тема 1.12 ДОПУСКИ И ПОСАДКИ КОНУСНЫХ СОЕДИНЕНИЙ. Ι Параметры, определяющие взаимозаменяемость. 1. Геометрические размеры. Рис 32
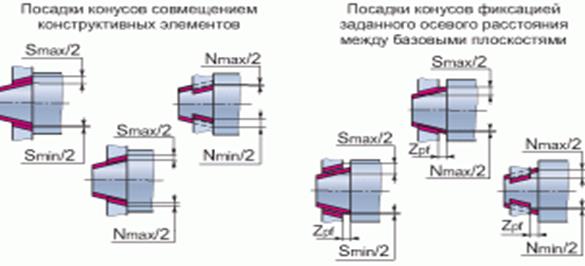
d – диаметр малого основания конуса D – диаметр большого основания конуса a - угол конуса LS – длина конуса в заданном сечении (выбирается любое сечение конуса) L – длина конуса 2. В пределах допуска должны быть отклонения формы конуса. 3. Параметры шероховатости должны соответствовать условиям работы. Ι Ι Точность изготовления конусов. 1. Точность изготовления конусов называется квалитет. 2. Конуса изготавливаются с 5 по 12 квалитеты точности. 3. Точность на изготовление может задаваться на все поперечные сечения или только на сечение Ls. Ι Ι Ι Образование посадок. 1. Посадки в основном получают в системе отверстия. 2. Разные посадки конусов получают путем обработки наружных и внутренних конусов по стандартным полям допусков. Наружные конуса – H, Is, N Внутренние конуса – d, e, f, g … 4. Посадки получают в зависимости от способа сборки.
Рис 33
Посадка путем совмещения конструктивных элементов могут быть с зазором, с натягом и переходные. Посадки с фиксацией по заданному осевому расстоянию – зазор, натяг и переходные посадки. Посадки с фиксацией по заданному особому смещению – зазором или с натягом. Сборка запрессовкой – посадка с натягом.
Ι v Обозначение посадок на чертежах. 1. Обозначение посадок связано с видом сборки:
Æ40 Н7/f6 – для 1 вида сборки Рис 34
F = 10кН – усилие запрессовки. V Применение посадок Тема 1.13 ДОПУСКИ НА ИЗГОТОВЛЕНИЕ ЗУБЧАТЫХ КОЛЕС. Требования к знаниям и умениям студентов. · Иметь представление Об условиях работы зубчатых передач в различных соединения; · Знать: · Параметры обеспечивающие нормальную работу зубчатых колес; · Точность изготовления зубчатых колес; · Обозначения точности зубчатых колес на чертежах. · Уметь · Назначать точность изготовления зубчатых колес. · Иметь навыки: · Чтения обозначений зубчатых колес на чертежах. Ι Параметры, определяющие взаимозаменяемость. 1. В пределах допуска должны быть геометрические параметры зубчатых колес: а) единичные параметры: - высота зуба; - ширина зуба; - шаг зацепления; - профиль зуба; - межосевое расстояние и т.д. б) комплексные параметры: - кинематическая точность (определяют степень несогласованности поворота ведомого и ведущего колес); - плавность работы (определяют равномерность хода, плавность и бесшумность работы – КПП автомобиля); - пятно контакта зубьев (применяются для тяжелонагруженных передач – лебедки грузоподъемных механизмов и т.д.); 2. Отклонение формы и взаимное расположение поверхностей. 3. Параметры шероховатости.
Ι Ι Точность изготовления зубчатых колес. 1. Определяют нормы точности зубчатых колес: - норма кинематической точности; - норма плавности работы; - норма пятна контакта. 2. Внутри каждой нормы точности определены степени точности. Изготавливаются с 1 по 12 степенями точности (1 – самая точная, 12 – самая грубая) В машиностроении используются 6-9 степени точности.
Ι Ι Ι Сопряжение зубчатых колес. 1. У зубчатых колес различают виды сопряжения по величине бокового зазора (посадок нет, т.к. это передача). 2. Боковой зазор необходим: - для компенсации теплового расширения; - для обеспечения смазки; - для компенсации погрешности изготовления. 3. Величина бокового зазора зависит от межосевого расстояния зубчатой передачи и обозначаются: H, E, D, C, B, A
Н
ƒ
Ι v Обозначение на чертежах. 1) 6-8-7Сс ГОСТ 1643-81 6 – степень точности по кинематической норме точности 8 – степень точности по норме плавности 7 – степень точности по норме пятна контакта С – вид сопряжения с – величина допуска на боковой зазор ГОСТ 1643-81 – передача изготовлена в соответствии с этим стандартом
2) 7-Аа ГОСТ 1643-81 7 – по всем нормам точности зубчатая передача изготовлена по одинаковой степени точности. v Применение зубчатых колес Тема 1.13. РАЗМЕРНЫЕ ЦЕПИ.
Виды звеньев. 1. Исходное звено – замыкающее звено, размер которого задан и его нужно обеспечить соответствующим исполнением соответствующих звеньев А. 2. Увеличивающие звенья – звенья, увеличение размеров которых приводит к увеличению размера замыкающего звена А3. 3. Уменьшающие звенья – звенья, увеличение размеров которых приводит к уменьшению замыкающего звена А1 и А2.
Виды сборки деталей. 1. Метод групповой взаимозаменяемости – для такой сборки изготавливают замыкающие звенья разных размеров, и после сборки основных звеньев выбирают необходимую из числа заготовленных. 2. Метод регулирования – замыкающее звено может перемещаться и фиксироваться в необходимом месте. 3. Метод пригонки – заключается в том, что после сборки основных звеньев, замыкающее звено изготавливается под конкретный размер.
РАЗДЕЛ II. МЕТРОЛОГИЯ Тема 2.1 ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ.. Уровень метрологического обеспечения в стране определяет качество получаемой продукции. Метрология – это наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Измерение – процесс сопоставления какой-либо величины, с величиной принятой за единицу. В России используется Международная системе единиц (СИ), которая содержит 7 основных единиц: 1. Длина – метр 2. Масса – кг 3. Время – сек. и др. Для обеспечения единства измерения, каждая величина имеет эталон.
Проверочная схема, обеспечивающая единство измерения. Схема 2
Виды измерения. Методы измерения классифицируются: 1. По числу измерений: однократные, многократные. 2. По времени измерения: статистические, динамические. 3. По выражению результатов измерений: абсолютные, относительные.
Методы измерения. Прямые измерения – результат измерений получают путем считывания со шкалы измерительного прибора. Косвенные измерения – это такие измерения, когда искомая величина получается в результате измерения величины связанной со шкалой определенной зависимостью.
Выбор мерительного инструмента. 1. Определяется профиль измеряемой детали. 2. По специальным таблицам определяется погрешность измерения, которая зависит от допуска на деталь и размера детали. 3. По ГОСТ определяется инструмент, который имеет найденную погрешность соединений. Средства измерений. Средства измерения – это техническое средство, имеющее нормируемые метрологические измерения.
Нормированные метрологические характеристики инструмента. 1. Интервал деления шкалы – расстояние между двумя соседними метками. У простейших инструментов цена деления шкалы совпадает с интервалом (линейка). 2. Цена деления шкалы – расстояние между соседними метками, соответствующая точности измерения прибора (0,1 мм – штангенциркуль). 3. Предел измерения прибора – минимальный и максимальный размеры, которые можно измерить с помощью прибора. 4. Усилие измерения прибора – усилие, создаваемое в зоне контакта прибора и измеряемой детали.
Государственная система измерений (ГСИ) ГОСТ Р 8.000 ГСИ. ГСИ состоит из подсистем: - правовой – комплекс законов и подзаконных актов, результирующих все работы в области метрологии; - технической – эталоны, лаборатории, занимающиеся проверками, средства измерений и т.д. - организационной – метрологические службы.
Структура органов метрологии. 1. Государственный уровень: а) общее управление работами по метрологии, управляет федеральное агентство; б) предприятия, осуществляющие выпуск инструмента; в) институты, организации, осуществляющие хранение эталонов; г) контроль за поверочной схемой. 2. Территориальный уровень. На этом уровне управления метрологией производятся: республиканский, областной, районный, городской. 3. Ведомственный уровень. В каждом ведомстве существуют метрологические службы, а на предприятиях лаборатории.
Тема 2.3 КОНЦЕВЫЕ МЕРЫ ДЛИНЫ.ГЛАДКИЕ КАЛИБРЫ. План изучения тем по инструменту. 1) Назначение инструмента. 2) Устройство. 3) Настройка перед работой (измерениями). 4) Чтение результатов измерения. Требования к знаниям и умениям студентов. Иметь представление · Об области применения концевых мер длины, щупов; · О роли концевых мер в обеспечении единства измерений; · Область использования гладких калибров. Знать: · назначение концевых мер дины, щупов; · устройство; · правила использования концевых мер длины Уметь · Подбирать блок кмд на необходимый размер · Определять изношенность калибров
Ι Назначение концевых мер длины (КМД) Плоскопараллельные концевые меры длины (КМД) предназначены: - для передачи размеров от эталонов к изделию; - хранят и передают единицу длины; - проверяют и по ним гарантируют различные меры и средства измерения; - осуществляют проверку калибров; - определяют размеры деталей; - настраивают приспособления и инструменты; - налаживают станки и т.д. Ι Ι Устройство КМД. Рис 37
КМД – параллелепипед с двумя плоскими взаимно параллельными поверхностями, изготовленными с минимальными допусками: - на размер; - на отклонение от параллельности; - на отклонение от плоскости; - минимальными параметрами шероховатости (поверхности, обработанные до зеркального блеска). КМД комплектуется в наборы с различным количеством мер от 7 до 12 штук. Выпускаются различные классы точности 00, 01, 1, 2, 3 В зависимости от погрешности изготовления делят на разряды 1, 2 … 5.
Ι Ι Ι Настройка (подготовка) перед работой. 1. Меры хранятся в специальной смазке, поэтому перед работой их необходимо промыть и насухо вытереть. 2. После работы блоки из плиток разбираются, покрываются смазкой и укладываются в ячейки коробки.
Сборка КМД на заданный размер. Пример. Для настройки синусной линейки необходимо собрать блок на размер 26,495. Таблица 3
Правила сборки. В наборе не должно быть более 4-5 плиток (чем меньше, тем лучше). Подбор начинается с самой малой доли в размере (15,05-1,05; 34,147-1,007 и т.д.) При подборе лучше выбирать плитки, имеющие несколько долей (пример, 1,49). После подбора плиток производят их притирку двумя способами: 1. Постепенным надвижением. 2. Притирка уложением накрест. Гладкие калибры.
Ι Назначение. Для контроля соответствия размеров и формы деталей установленным допускам в условиях серийного и массового производства. Используются для деталей, изготовленных с 6 по 18 квалитет точности. После контроля калибры детали раскладывают на 3 группы: годные; не годные, но можно исправить; брак.
Ι Ι Устройство гладких калибров. 1. Калибры-пробки могут быть: - полные; неполные (шайбы) для больших размеров; - односторонние или двухсторонние. Могут быть изготовлены по номинальному размеру или по предельным размерам.
2. Маркировка гладких калибров-пробок
50С7 – калибр для контроля отверстия номинальный размер - 50 мм основное отклонение С, выполнено в 7 квалитете точности ПР – проходная сторона калибра НЕ – непроходная сторона калибра Калибр – скоба. а) Односторонний калибр б) Двухсторонний калибр в) Регулируемый калибр
Маркировка гладких калибров-скоб. Рис 39 25k 6 – калибр предназначен для контроля валов Ø 25 мм; основное отклонение k; вал изготовлен в 6 квалитете точности Ι Ι Ι Проверка калибров перед работой. Перед измерениями изношенность проходной стороны калибра проверяется блоком КМД. На размеры калибров задаются допуски. Ι v Работа калибрами.
Контроль предельными калибрами на станке (1), на столе (2). Проходная сторона калибра должна с небольшим усилием опускаться в отверстие (пробка) или надеваться на вал (скоба). Не проходная сторона в отверстие не опускается (пробка) или не одевается на вал (скоба)
Тема 2.4 ШТАНГЕН- И МИКРОМЕТРИЧЕСКИЙ ИНСТРУМЕНТ. Требования к знаниям и умениям студентов. o Иметь представление · Об области применения штангенинструмента; o Знать: · назначение штангенинструмента; · устройство; · правила использования настройка и проверка перед работой, чтение показаний; o Уметь · выбрать для различных измерений инструмент; ΙНазначение. Используется для измерения наружных, внутренних размеров, глубин и выполнения разметки. ΙΙ Устройство.
Рис 42
1-штанга; 2\-верхняя подвижная и неподвижная губки; 2\-\ нижняя подвижная и неподвижная губки; 3- рамка; 4-стопорный винт рамки; 5- нониус; 7-хомутик микрометрической подачи; 8-стопорный винт;9- гайка микрометрической подачи. Штангенциркуль также может быть оснащен глубиномером. Ι Ι Ι Проверка штангенциркуля перед работой. 1. Проверяется качество перемещения рамки по штанге. 2. Проверяется изношенность измерительных поверхностей: - совмещаются нулевые метки шкалы на штанге и конусе; - проверяется зазор между губками (не должен превышать 6 мкм; просвета не должно быть). Рис 43
Ι v Чтение показаний. 1. Показания считываются с 2-х шкал. 2. Цена деления может быть 0,1; 0,002; 0,05 мкм. 1 – по нулевому штриху шкалы определяем целое количество мм. 2 – по совпадению штрихов определяем дробную часть.
1 2 1- Отсчет 25 мм 2 – отсчет 0,3 мм Результат измерения 25, 3 мм Штангенглубиномер
Ι Назначение. Используется для измерения глубины и высоты уступов.
Ι Ι Устройство.
Штангенглубиномер отличается наличием опоры (6) вместо измерительных губок. ΙΙΙ- Ι v - Настройка и чтение показаний такие же как и у штангенциркуля.
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 299; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.64 (0.01 с.) |




 1 Рис 31
1 Рис 31 TD
TD 2
2

 1 Td
1 Td 2
2 D2=d2 3
D2=d2 3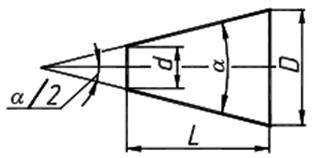



 Æ40 Н7/f6 - для второго вида сборки
Æ40 Н7/f6 - для второго вида сборки Æ40 Н7/f6 осевое смещение натяга – для 3 вида сборки.
Æ40 Н7/f6 осевое смещение натяга – для 3 вида сборки.

 Рис 35
Рис 35
 TD=d
TD=d

 H E D
H E D Размерная цепь – совокупность размеров деталей, образующий замкнутый контур.
Размерная цепь – совокупность размеров деталей, образующий замкнутый контур.



 Рис 36
Рис 36 А3
А3

 Эталон метра
Первичный эталон
Вторичный эталон
Рабочий эталон
Рабочий эталон 1 разряда
2, 3, 4 разрядов
Рабочие средства измерения
Эталон метра
Первичный эталон
Вторичный эталон
Рабочий эталон
Рабочий эталон 1 разряда
2, 3, 4 разрядов
Рабочие средства измерения
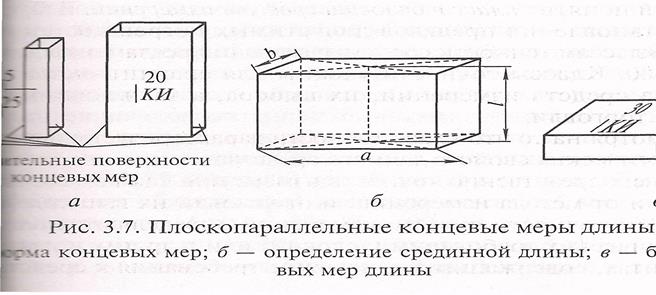
 Рис 38
Рис 38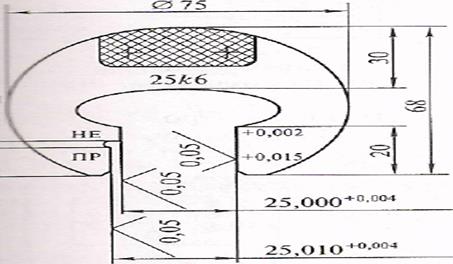
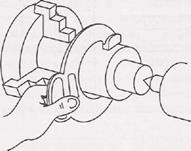 Рис 40
Рис 40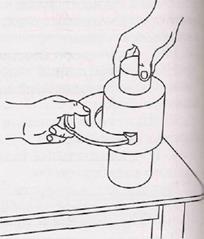 Рис 41
Рис 41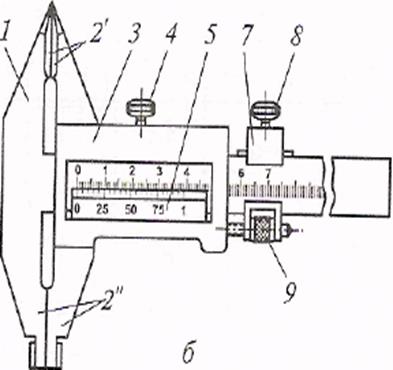

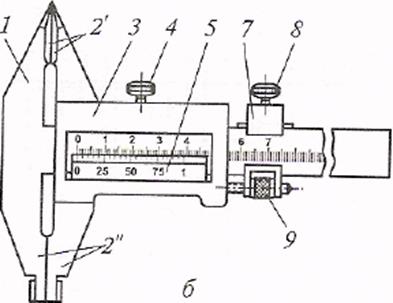


 Рис 44
Рис 44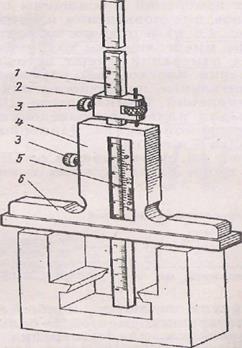 Рис 45
Рис 45


