Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проектирование сборочных операцийСодержание книги
Поиск на нашем сайте
Сборочные операции проектируют на основе технологических схем сборки. При разработке содержания сборочных операций следует учитывать, что каждая операция должна иметь определенную технологическую закономерность, причем при поточном методе трудоемкость операции должна быть равна или несколько меньше такта сборки либо кратна ему. Проектируя сборочную операцию, уточняют содержание технологических переходов и определяют схему базирования и закрепления базового элемента (детали, узла), выбирают технологическое оборудование, приспособление, рабочий и измерительный
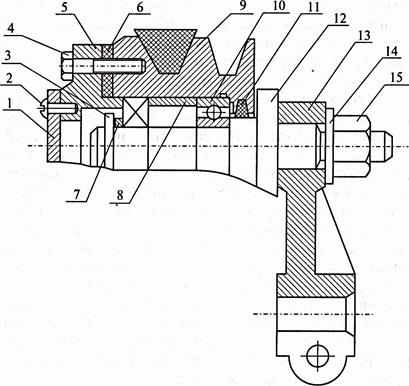
Рис. 9.1. Натяжное устройство с входящими в него деталями: 1 — крышка; 2 — винт (4 шт.); 3 — кольцо; 4 — болт (4 шт.); 5 — фланец; 6 — прокладка; 7 — компенсатор; 8 — втулка; 9 — шкив; 10 — подшипник (2 шт.); 11 — уплотнитель; 12 — ступица; 13 — рычаг; 14 — шайба; 15 — гайка инструмент, устанавливают режим работы, норму времени и разряд работы. При проектировании сборочных операций выполняют необходимые технологические расчеты, позволяющие обосновать выбор оборудования, технологической оснастки и режимов работы. В технологические расчеты входят: определение силы запрессовки для соединений с натягом, установление режима нагрева или охлаждения при сборке деталей с тепловым воздействием, расчет необходимой силы при клепке и др. Оценку разработанных вариантов технологических процессов производят, используя абсолютные и относительные показатели. Абсолютные показатели — себестоимость отдельных операций и процесса сборки в целом и трудоемкость сборки узлов и изделий.
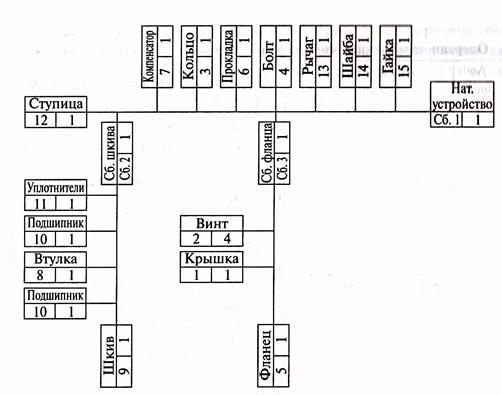
Рис. 9.2. Технологическая схема сборки натяжного устройства
Относительные показатели — коэффициент загрузки каждого сборочного места, коэффициент загрузки сборочной линии, коэффициент трудоемкости сборочного процесса
для единичного и мелкосерийного серийного — массового — Чем меньше этот коэффициент, тем выше уровень механизации сборочных работ. С учетом того, что предприятие получает в порядке кооперации ряд деталей с других предприятий, более объективным будет не коэффициент
Технологическая документация сборочных процессов включает сборочные чертежи и технологические схемы узловой и общей Таблица 9.1
|
||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 296; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.192 (0.006 с.) |

 (отношение трудоемкости сборки к трудоемкости изготовления деталей, входящих в сборочный элемент):
(отношение трудоемкости сборки к трудоемкости изготовления деталей, входящих в сборочный элемент):
 , который равен отношению себестоимости сборки к себестоимости изготовления изделия:
, который равен отношению себестоимости сборки к себестоимости изготовления изделия: