
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Цель занятия: освоение системы построения допусков и посадок на гладкие соединенияСодержание книги
Поиск на нашем сайте МЕТОДИЧЕСКИЕ УКАЗАНИЯ Для практических занятий по дисциплине __ Метрология, стандартизация и сертификация __________ по специальности 15.02.08 _Технология машиностроения. 2 курс, 3-4 семестр Санкт-Петербург 2019 г.
ОДОБРЕНО кафедральной комиссией технических дисциплин Протокол от «__» ___ 2019 г. №____ ___________С.Г.Воробьева
Методические указания рассмотрены Методическим советом и рекомендованы для утверждения протокол № ___ от _______________ г.
Организация-разработчик: СПБ ГБПОУ «АМК»
Методические указания предназначены для использования обучающимися при выполнении заданий по практическим занятиям по учебной дисциплине ОП.05 Метрология, стандартизация и сертификация по специальности 15.02.08 Технология машиностроения. В методических указаниях предлагаются к выполнению практические работы, предусмотренные рабочей программой учебной дисциплины.
Разработчик: преподаватель СПб ГБПОУ «АМК» Цуканова Елена Анатольевна
СОДЕРЖАНИЕ
1. Пояснительная записка. 4 2. Планирование практических занятий. 5 3. Критерии оценки выполненных заданий и степени овладения запланированных умений. 6 4 Общие методические рекомендации по организации и проведению практических занятий. 5. Образец оформления практического задания.
Пояснительная записка Методические указания разработаны для практических занятий по учебной дисциплине ОП.05 Метрология, стандартизация и сертификация по специальности15.02.08 Технология машиностроения в соответствии с Федеральным государственным образовательным стандартом среднего профессионального образования, утвержденным приказом Министерства образования и науки Российской Федерации от 18.04.2014 № 346. Результатом освоения программы учебной дисциплины является овладение обучающимися профессиональными (ПК) и общими (ОК) компетенциями ОК 1 Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. ОК 2 Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество. ОК 3 Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность. ОК 4 Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития. ОК 5 Использовать информационно-коммуникационные технологии в профессиональной деятельности. ОК 6 Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями. ОК 7 Брать на себя ответственность за работу членов команды (подчиненных), за результат выполнения заданий. ОК 8 Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации. ОК 9 Ориентироваться в условиях частой смены технологий в профессиональной деятельности. ПК 1.1 Использовать конструкторскую документацию при разработке технологических процессов изготовления деталей. ПК 1.2 Выбирать метод получения заготовок и схемы их базирования. ПК 1.3 Составлять маршруты изготовления деталей и проектировать технологические операции. ПК 1.4 Разрабатывать и внедрять управляющие программы обработки деталей. ПК 1.5 Использовать системы автоматизированного проектирования технологических процессов обработки деталей. ПК 2.1 Участвовать в планировании и организации работы структурного подразделения. ПК 2.2 Участвовать в руководстве работой структурного подразделения. ПК 2.3 Участвовать в анализе процесса и результатов деятельности подразделения. ПК 3.1 Участвовать в реализации технологического процесса по изготовлению деталей. ПК 3.2 Проводить контроль соответствия качества деталей требованиям технической документации. В результате изучения учебной дисциплины обучающийся должен: уметь: - оформлять технологическую и техническую документацию в соответствии с действующими нормативными правовыми актами на основе использования основных положений метрологии, стандартизации и сертификации в производственной деятельности; - применять документацию систем качества; - применять требования нормативных правовых актов к основным видам продукции (услуг) и процессов; знать: - документацию систем качества; - единство терминологии, единиц измерения с действующими стандартами и международной системой единиц СИ в учебных дисциплинах; - основные понятия и определения метрологии, стандартизации и сертификации; - основы повышения качества продукции. При разработке содержания практических работ учитывался уровень сложности освоения обучающимися соответствующей темы, общих и профессиональных компетенций. Методические указания по учебной дисциплине имеют практическую направленность и значимость. Формируемые в процессе практических занятий умения могут быть использованы обучающимися в будущей профессиональной деятельности. Выполнение обучающимся практических по Метрологии, стандартизации и сертификации способствует: Основными этапами практического занятия являются: − проверка знаний обучающихся – их теоретической подготовленности к занятию; − инструктаж, проводимый преподавателем; − выполнение заданий, работ, упражнений; − последующий анализ и оценка выполненных работ и степени овладения обучающимися запланированными умениями. Методические указания включают: − Планирование практических занятий; − Общие методические рекомендации по организации и проведению практических работ занятий; − Практические задания, сопровождающиеся указаниями для их выполнения; −Критерии оценки выполнения работ и степени овладения обучающимися запланированных умений (освоенных компетенций). Планирование практических работ
3. Критерии оценки выполненных заданий и степени овладения запланированных умений 1. Критерии оценки выполнения заданий по практическим занятиям:
4 Общие методические рекомендации по организации и проведению Практических занятий
Практические занятия по дисциплине проводятся в лаборатории «Метрология, стандартизация и подтверждения соответствия». Каждое практическое занятие начинается с организационного момента, включающего проверку посещаемости, готовности обучающихся к занятию. Перед началом преподаватель ставит перед обучающимися задачи, проводит общий инструктаж по выполнению заданий. В ходе выполнения заданий преподаватель направляет, консультирует обучающихся, проводит проверку знаний и умений, делает анализ выполнения задания. Занятие заканчивается оценкой работы обучающихся.
Тема 1.3 Основные понятия о размерах, отклонениях и допусках. Понятие о системе допусков и посадок Практическая работа № 1 «Нормирование точности гладких элементов деталей и соединений. Образование полей допусков» Теоретический материал: СТ СЭВ 145—88 устанавливает основные определения допусков и посадок для элементов деталей и их соединений, имеющих гладкие цилиндрические или плоские параллельные поверхности. Внутренние цилиндрические поверхности называют отверстиями. Диаметры отверстий обозначают D. Наружные поверхности называют валами и обозначают d. Размеры выражают числовые значения линейных величин (диаметров, длин и т. д.) и делятся на номинальные, действительные и предельные. В машино- и приборостроении все размеры в технической документации задают и указывают в миллиметрах. Номинальный размер(D, d) — размер, относительно которого определяют предельные размеры и отсчитывают отклонения. Номинальные размеры являются основными размерами деталей или их соединений. Сопрягаемые поверхности имеют общий номинальный размер. Действительный размер ( Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер. Больший из двух предельных размеров называют наибольшим предельным размером (Dmax, dmax), а меньший — наименьшим предельным размером (Dnm, dmln). Отклонением называют алгебраическую разность между размером (действительным, предельным) и соответствующим номинальным размером. Отклонения отверстий обозначают Е, валов е. Действительное отклонение (
Предельное отклонение равно алгебраической разности предельного и номинального размеров. Различают верхнее и нижнее отклонения. Верхнее отклонение (ES, es) равно алгебраической разности наибольшего предельного и номинального размеров:
Нижнее отклонение (EI, ei) равно алгебраической разности наименьшего предельного и номинального размеров:
Следовательно
Разброс действительных размеров неизбежен, но при этом не должна нарушаться работоспособность деталей и их соединений, т. е. действительные размеры годных деталей должны находиться в допустимых пределах, которые в каждом конкретном случае определяются предельными размерами или предельными отклонениями. Отсюда и происходит такое понятие как допуск размера. Допуск (IТ — общее обозначение, ITD — отверстия, ITd — вала) равен разности наибольшего и наименьшего предельных размеров или абсолютной величине алгебраической разности верхнего и нижнего отклонений
При создании механизмов машин возникает необходимость соединения двух или нескольких деталей друг с другом. Характер соединений диктуется их функциональным назначением и определяет степень допустимости их относительных перемещений после сборки. Соединение отверстий с валами образует сопряжение или, как часто говорят, «посадку». Посадка — характер соединения деталей, определяемый значениями получающихся в ней зазоров и натягов. Зазором S называют разность размеров отверстия и вала, если размер отверстия больше размера вала, т. е. S = D — d. Натягом N называют разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. При подобном соотношении диаметров d и D натяг можно считать отрицательным зазором, т. е. N= -S= -(D-d)=d-D. Посадки с зазором характеризуются предельными зазорами — наибольшим и наименьшим. Они обеспечивают зазор в соединении (поле допуска отверстия расположено над полем допуска вала). Наибольший зазор Smax равен разности наибольшего предельного размера отверстия и наименьшего предельного размера вала
Наименьший зазор Smn равен разности наименьшего предельного размера отверстия и наибольшего предельного размера вала
Формулы можно преобразовать для вычисления Smax = ES-ei Smln = EI-es Посадки с натягом обеспечивают натяг в соединении (поле допуска вала расположено над полем допуска отверстия) Наибольший натяг
Предельные натяги, как и предельные зазоры, удобно вычислять через предельные отклонения:
Переходные посадки дают возможность получать в соединении как зазор, так и натяг (поля допусков отверстия и вала перекрываются) Переходные посадки характеризуются наибольшими зазорами и наибольшими натягами Деталь, у которой положение поля допуска не зави cum от вида посадки, называют основной деталью системы. В зависимости от того, какая из двух сопрягаемых деталей является основной, системы допусков и посадок включают два ряда посадок: посадки в системе отверстия — различные зазоры и натяги получаются соединением различных валов с основным отверстием; посадки в системе вала — различные зазоры и натяги поручаются соединением различных отверстий с основным валом.
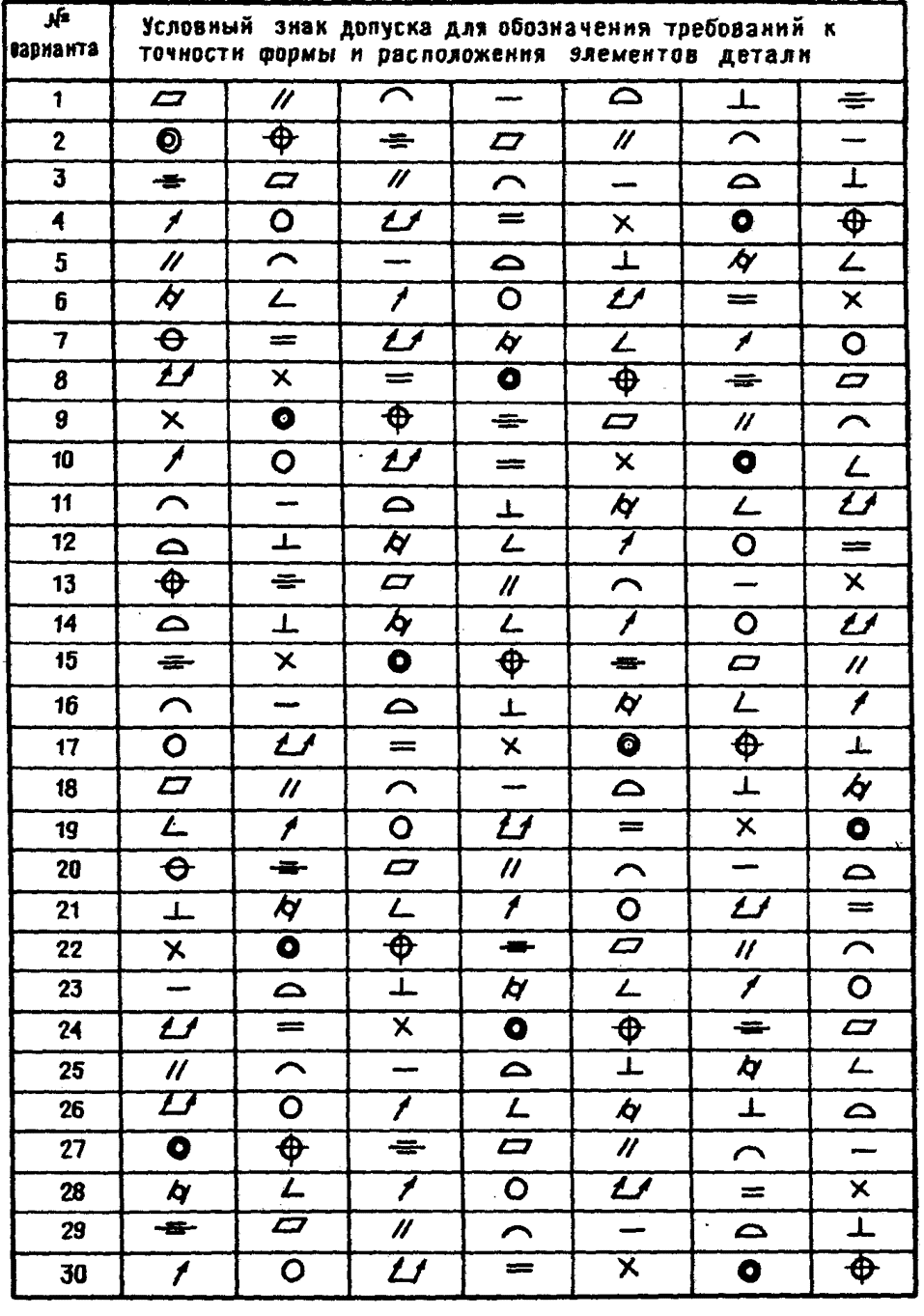
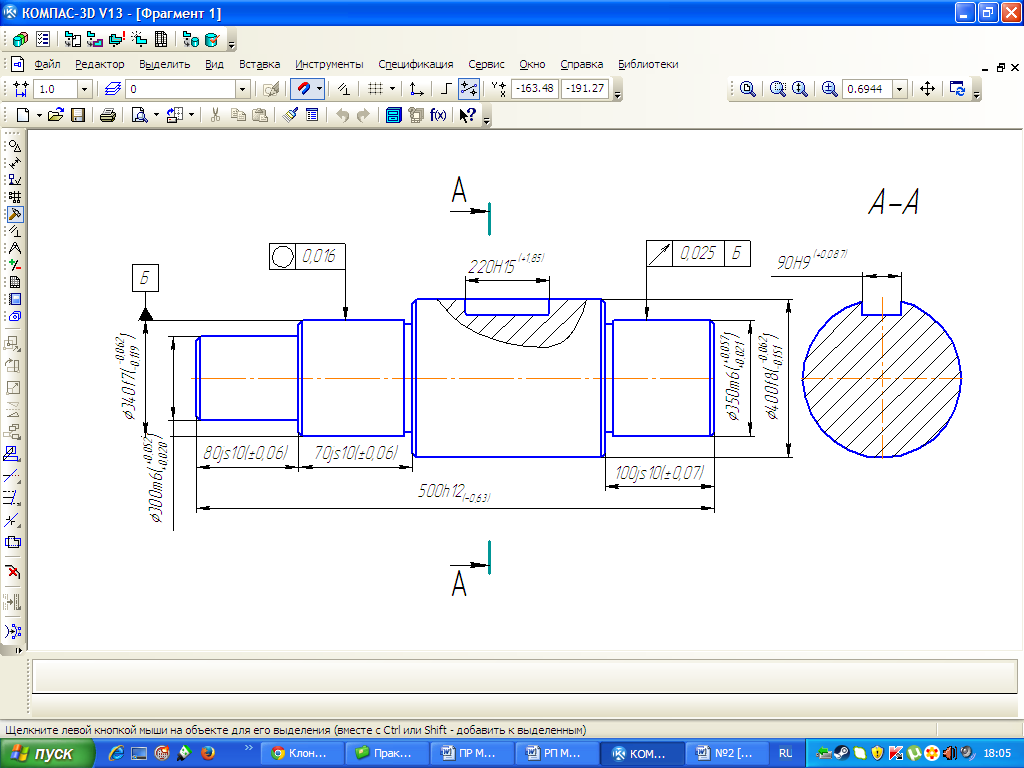
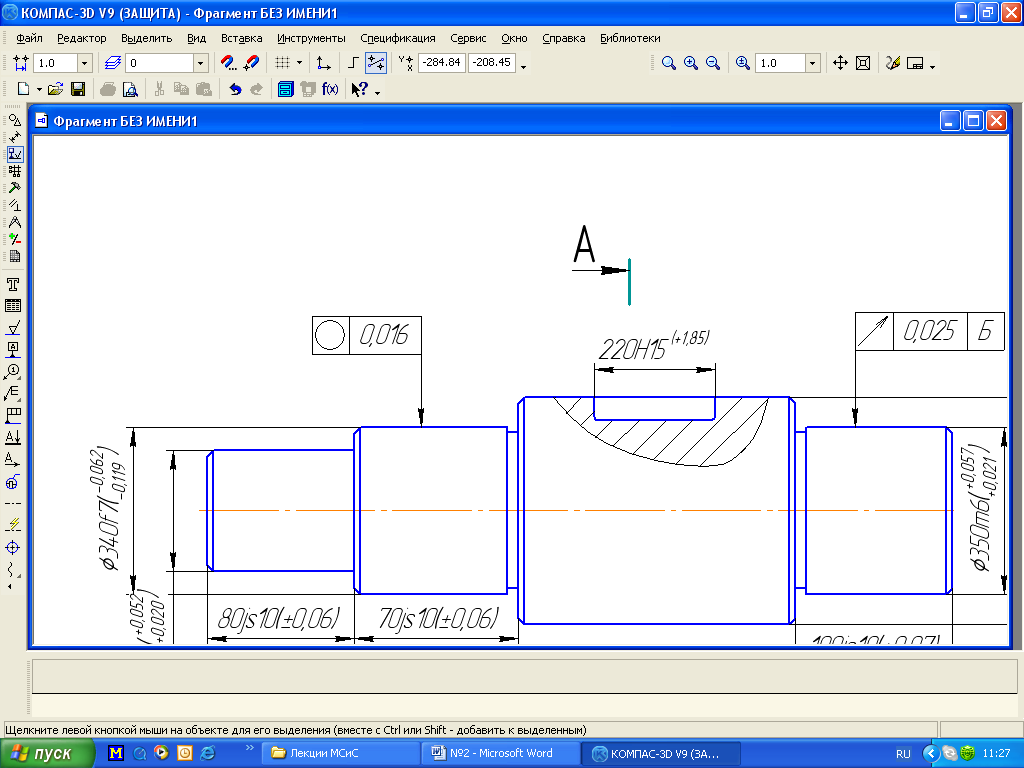
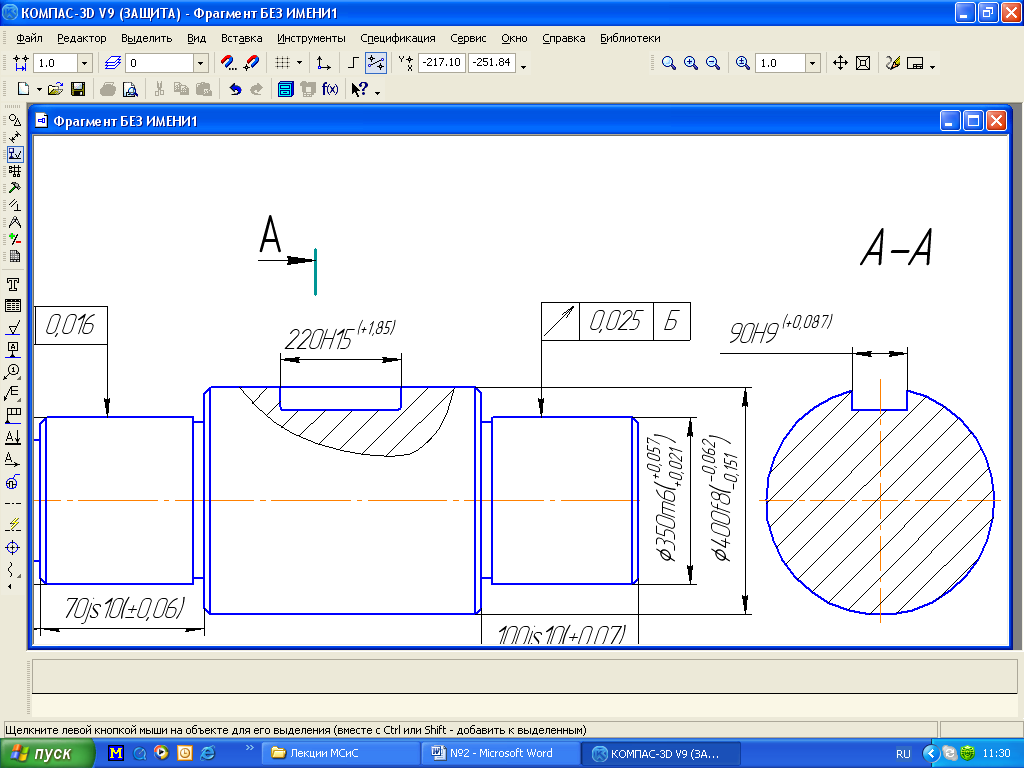
Контрольные вопросы: 1. Что такое размер: действительный, предельный и номинальный? 2. Что такое отклонения: нижние и верхние? Какое отклонение называется основным? 3. Что такое допуск и его взаимосвязь с экономикой производства? 4. Принцип построения графического изображения размеров и отклонений. Что означает нулевая линия? Как поле допуска изображается графически? 5. Какие элементы детали называются отверстием и валом? 6. Что такое посадки и какие посадки бывают? 7. Что такое зазор и натяг? 8. Чем характеризуются посадки с зазором, натягом и переходные? 9. Что такое посадки в системе отверстия и системе вала? 10. Какая из систем посадок (система отверстия или система вала) является предпочтительной и почему? 11. Как наносятся предельные размеры на чертежах? Оформление результатов работы Оформить отчёт о проделанной работе, который должен содержать исчерпывающие текстовые ответы на поставленные вопросы с решениями, пояснениями, результатами решения. Сформулировать выводы по результатам работы. Сдать и защитить работу. Тема 1.4 Основные понятия о точности формы и расположения поверхностей Практическая работа № 2 «Нормирование точности формы и расположения поверхностей» Цель занятия: закрепить знания обучающихся по нормированию требований к точности формы и расположения поверхностей элементов деталей. Задачи: - сформировать компетенции ОК 1- ОК 9 Время на выполнение работы: 4 часа Оборудование, технические средства и инструменты: 1. Тетрадь для практических работ Ход практического занятия: 1. Ознакомиться с целью работы и порядком её выполнения. 2. Изобразить условные знаки для обозначения допусков формы и расположения поверхностей и записать словами их смысловое значение (согласно заданному варианту). 3. Сделать эскиз вала и нанести размеры в соответствии с требованиями ЕСТД (согласно заданному варианту) 4. Для вала необходимо задать три допуска формы и три допуска расположения поверхностей. 5. Заданные допуски свести в таблицу.
Таблица 6. 1 - Отчёт о проделанной работе
6. Сделать вывод о проделанной работе. 7. Оформление отчёта и подготовка его к сдаче. Теоретический материал: Под погрешностью формы понимается отклонение фактически допустимой формы при обработке от идеальной номинально заданной. Под погрешностью расположения понимается отклонение фактически допустимого расположения поверхностей и элементов деталей от номинально заданных. Действительные отклонения формы и расположения на чертежах ограничиваются допусками. ЕСДП СЭВ устанавливает 3 группы допусков: 1.Отклонением формы поверхности или профиля называют отклонение формы реальной поверхности (реального профиля) от формы номинальной поверхности (номинального профиля). 1) отклонение и допуск прямолинейности (-). Задаётся к прямой в плоскости, к прямой в пространстве (ось вала), к прямой в заданном направлении. Частные случаи – выпуклость и вогнутость. 2) отклонение и допуск плоскостности ( 3)отклонение и допуск цилиндричности ( 4) отклонение и допуск круглости (О). Задаётся в сечении, перпендикулярном оси поверхности вращения. Частные случаи – овальность и огранка. 5) отклонение и допуск профиля продольного сечения цилиндрической поверхности (=). Задаётся к образующим цилиндрической поверхности, лежащим в плоскости продольного сечения. Частные случаи: конусообразность, бочкообразность, седлообразность. 2. Отклонения расположения поверхностей называют отклонение реального расположения поверхности, оси или профиля от номинального расположения. 1) Отклонение и допуск параллельности ( 2) Отклонение и допуск перпендикулярности ( 3) Отклонение и допуск наклона ( 4) Отклонение и допуск соосности ( -отклонение от соосности относительно оси базовой поверхности; -отклонение от соосности относительно общей оси; 5)Отклонение и допуск симметричности ( 6)Позиционное отклонение и допуск( 7) Отклонение и допуск пересечения осей ( 3. Суммарное отклонение (допуск) формы и расположения(табл.8.7,8.8) - отклонение (допуск), которое одновременно учитывает (ограничивает) отклонения формы и расположения рассматриваемой реальной поверхности (профиля) относительно заданных баз. 1) Допуск биения ( - Радиальное биение - разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси.Оно возникает в результате отклонений от круглости и соосности с указанной осью профиля проверяемого сечения. - Торцовое биение - разность наибольшего и наименьшего расстояний от точек реального профиля торцевой поверхности до плоскости, перпендикулярной базовой оси. Его определяют в сечении торцовой поверхности цилиндром заданного диаметра d. - Биение в заданном направлении-разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения в сечении рассматриваемой поверхности конусом, ось которого совпадает с базовой осью, а образующая имеет заданное направление, до вершины этого конуса. 2) Допуск полного биения ( - Полное радиальное биение цилиндрической поверхности появляется в результате отклонений проверяемой поверхности от цилиндричности и соосности с базовой осью. - Полное торцовое биение определяют аналогично торцовому, но в пределах всей торцовой поверхности. Задаётся: радиальное - к цилиндрическим поверхностям; торцовое - к плоским. 3) Отклонение и допуск формы заданного профиля ( 4) Отклонение и допуск формы заданной поверхности ( Контрольные вопросы: 1. Что такое отклонение формы? 2. Что такое прилегающая поверхность? 3. Понятие о частных видах отклонения формы. 4. Виды отклонений формы, условные знаки для указания их допусков на чертежах. Примеры. 5. Отклонение от плоскостности. 6. Отклонения формы цилиндрических деталей. Комплексные и частные виды этих отклонений. 7. Отклонения расположения и условные знаки их допусков на чертежах. 8. Зависимые и независимые допуски расположения. 9. Суммарные отклонения формы и расположения элементов деталей. Их виды и условные знаки указания допусков на чертеже. Оформление результатов работы Оформить отчёт о проделанной работе, который должен содержать исчерпывающие текстовые ответы на поставленные вопросы с решениями, пояснениями, результатами решения. Сформулировать выводы по результатам работы. Сдать и защитить работу. Список рекомендуемой литературы Учебники и учебные пособия: 1. Основные:Единая система допусков и посадок СЭВ в машиностроении и приборостроении: Справочник, М.: Издательство стандартов, 1989.
Рисунок 2.1 - Чертёж вала
Таблица 2.1 - Исходные данные
Пример выполнения задания:
Таблица 2. 3 - Отчёт о проделанной работе.
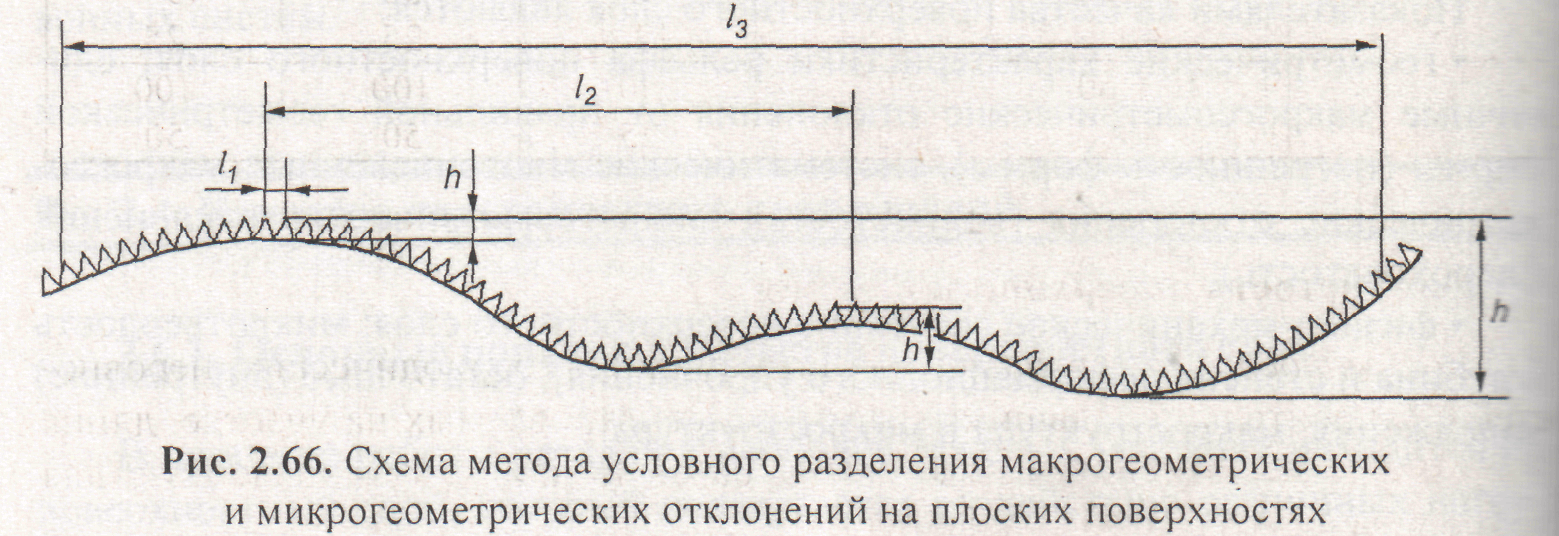
Практическая работа № 3 «Нормирование требований к шероховатости поверхностей» Теоретический материал: При механической обработке на поверхности изделия всегда образуется множество неровностей с различными высотами и шагами. Один из способов условного разделения отклонений на макро- (погрешность формы, волнистость) и микрогеометрические (шероховатость) основан на оценке отношения шага между неровностями l и высотой h (рисунок 3.1).
Рисунок 3. 1 – Схема метода условного разделения макрогеометрических и микрогеометрических отклонений на плоских поверхностях
Если отношение l/ h > 1000, то это отклонение условно относят к единичному макрогеометрическому отклонению от правильной геометрической формы (погрешность формы), при 1000 > l/ h > 50 — к волнистости, а при l/ h < 50 — к микрогеометрическим отклонениям (шероховатость поверхностного слоя). Под шероховатостью поверхности понимают совокупность выступов и впадин на базовой длине l. Причиной возникновения шероховатости являются случайные погрешности при обработке.
Рисунок 3.2 – Профилограмма и основные параметры поверхности. Неровности поверхности нормируются геометрическими параметрами.
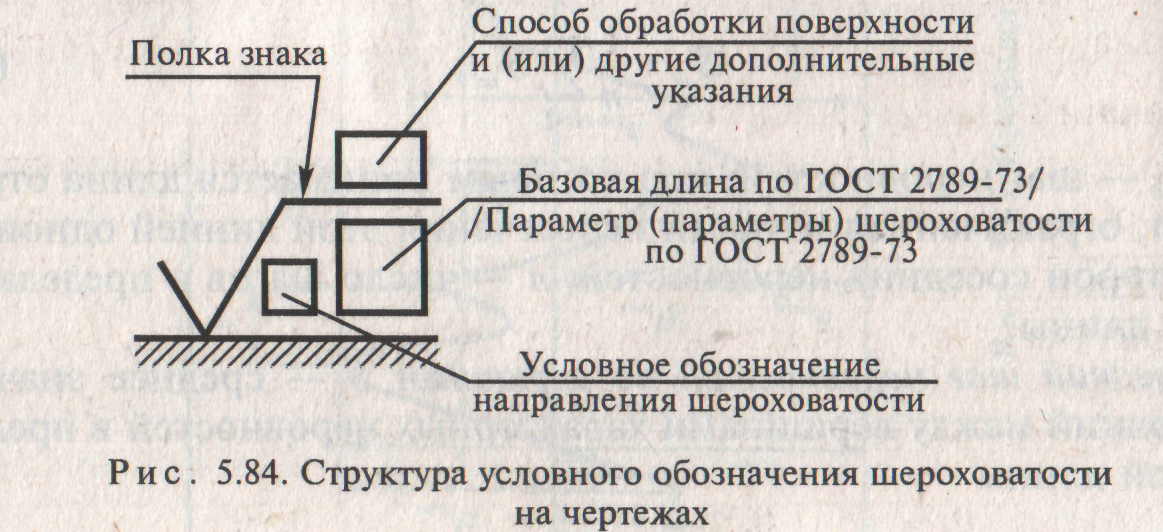
В мировой практике разработано около 50 различных параметров, но наиболее широкое практическое применение находят шесть из них: - три вертикальных параметра: Ra - среднее арифметическое отклонение профиля; Rz - высота неровностей профиля по десяти точкам; Rmax - наибольшая высота профиля; - два горизонтальных параметра: S - средний шаг местных выступов профиля; Sm - средний шаг неровностей профиля; - один комплексный параметр: tp - относительная опорная длина профиля. Базовая длина l - длина средней линии профиля, используемая для вы- деления неровностей, характеризующих шероховатость поверхности. Методы определения параметров шероховатости: 1) Визуальный (осуществляется путём сравнения обработанной поверхности либо с образцовой деталью, либо с эталонами образцов шероховатости). 2) Измерительный (используется в лабораториях с помощью приборов профилометров и профилографов). С учетом изменений, принятых Межгосударственным советом по стандартизации, метрологии и сертификации, структура обозначения шероховатости поверхности приведена на рисунок 3.3.
Рисунок 3.3 – Структура условного обозначения шероховатости на чертежах Контрольные вопросы:
Оформление результатов работы Оформить отчёт о проделанной работе, который должен содержать исчерпывающие текстовые ответы на поставленные вопросы с решениями, пояснениями, результатами решения. Сформулировать выводы по результатам работы. Сдать и защитить работу. Список рекомендуемой литературы Учебники и учебные пособия: 1. Единая система допусков и посадок СЭВ в машиностроении и приборостроении: Справочник, М.: Издательство стандартов, 1989.
Исходные данные: 1. Эскиз вала в практической работе № 2. 2. По результатам работы заполняется таблица 3.1. Таблица 3. 1 – Нормирование требований к шероховатости поверхностей.
Пример выполнения задания:
Таблица 3. 1 – Нормирование требований к шероховатости поверхностей
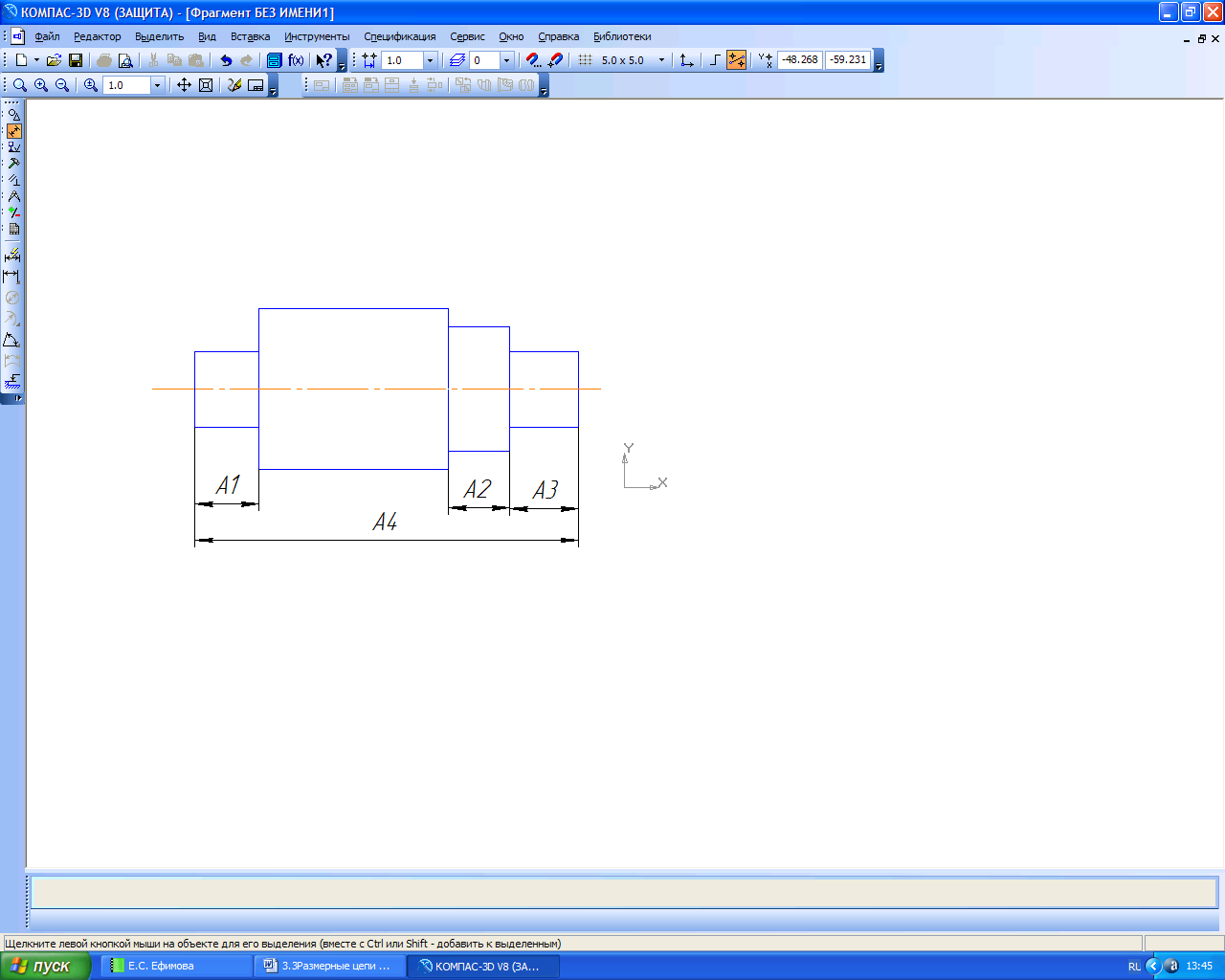
Практическая работа № 4 «Расчёт размерных цепей» Теоретический материал: Качество машин определяется не только точностью отдельных составных частей, но и их взаимным расположением. Это важно в условиях массового и серийного производств. Требуемое их взаимное расположение при сборке должно осуществляться без подгонки, с минимальной регулировкой в условиях взаимозаменяемости. Размерные цепи Линейные Угловые Детальные Сборочные Плоские Пространственные
Звенья размерной цепи Составляющие Замыкающие (исходные) Увеличивающие Уменьшающие Размерная цепь – совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении задач. Звено размерной цепи – один из размеров, образующих размерную цепь. Замыкающее звено – получается последним в процессе изготовления или при сборке. Величина замыкающего звена определяется величинами составляющих звеньев. Для линейной детальной плоской размерной цепи расчётная схема выглядит так:
Рисунок 4. 1 - Схема размерной цепи
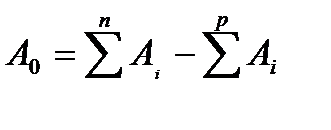
Составляющее звено А i - звено, изменение которого вызывает изменение замыкающего звена. Увеличивающее звено – звено, с увеличением которого увеличивается замыкающее звено. Уменьшающее звено – звено, с увеличением которого уменьшается замыкающее звено. Линейная размерная цепь – размерная цепь, звенья которой являются линейные размеры. Угловая размерная цепь – размерная цепь, звенья которой являются угловые размеры. Плоская размерная цепь – размерная цепь, звенья которой расположены в одной или нескольких параллельных плоскостях. Пространственная размерная цепь – размерная цепь, звенья которой расположены в пространстве под различными углами. Для решения проверочной задачи необходимо найти: 1. Номинальный размер замыкающего звена
где n и p- число увеличивающих и уменьшающих и звеньев.
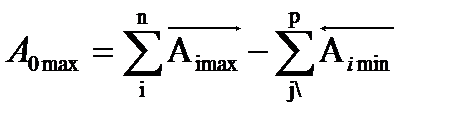
2. Предельные размеры замыкающего звена
3. Предельные отклонения замыкающего звена
Es(A0)=А0max-A0;
Ei(A0)= Ei(A0)=А0min-A0; 4. Допуск замыкающего звена IT(A0)=A0 max - A0 min IT(A0)=Es(A0) - Ei(A0) Контрольные вопросы: 1. Что такое размерная цепь? 2. Что такое замыкающее звено размерной цепи? 3. Виды размерных цепей по назначению и по расположению. 4. Задачи, решаемые при расчете точности размерных цепей. 5.Последовательность расчета размерных цепей при обеспечении полной взаимозаменяемости (расчет на максимум-минимум). 6. Чему равен допуск замыкающего звена и допуск любого звена при расчете размерных цепей на полную взаимозаменяемость? Оформление результатов работы Оформить отчёт о проделанной работе, который должен содержать исчерпывающие текстовые ответы на поставленные вопросы с решениями, пояснениями, результатами решения. Сформулировать выводы по результатам работы. Сдать и защитить работу. Список рекомендуемой литературы Учебники и учебные пособия: 1. Единая система допусков и посадок СЭВ в машиностроении и приборостроении: Справочник, М.: Издательство стандартов, 1989.
Исходные данные: 1. Линейная размерная цепь из практической работы №2.
Пример выполне
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 373; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.111 (0.01 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 ) — размер, установленный измерением с допустимой погрешностью. Погрешность измерения, а следовательно, и выбор измерительных средств необходимо согласовывать с точностью, которая требуется для данного размера.
) — размер, установленный измерением с допустимой погрешностью. Погрешность измерения, а следовательно, и выбор измерительных средств необходимо согласовывать с точностью, которая требуется для данного размера. ,
,  ) равно алгебраической разности действительного и номинального размеров.
) равно алгебраической разности действительного и номинального размеров. ;
; 
 ;
; 
 ;
;  .
.




 через отклонения
через отклонения равен разности наибольшего предельного размера вала и наименьшего предельного размера отверстия; наименьший натяг
равен разности наибольшего предельного размера вала и наименьшего предельного размера отверстия; наименьший натяг  равен разности наименьшего предельного размера вала и наибольшего предельного размера отверстия:
равен разности наименьшего предельного размера вала и наибольшего предельного размера отверстия:

 ) Задаётся к плоским поверхностям.Частными видами отклонений от плоскостности являются выпуклость и вогнутость.
) Задаётся к плоским поверхностям.Частными видами отклонений от плоскостности являются выпуклость и вогнутость. ) Комплексно характеризует отклонение формы в поперечном и продольном сечениях цилиндрической поверхности.
) Комплексно характеризует отклонение формы в поперечном и продольном сечениях цилиндрической поверхности. )задаётся к параллельной плоскости для прямой и плоскости, для прямых в плоскости, для двух прямых или осей в пространстве.
)задаётся к параллельной плоскости для прямой и плоскости, для прямых в плоскости, для двух прямых или осей в пространстве. ) задаётся для перпендикулярных плоскостей, для плоскости и прямой, для двух прямых в плоскости, для двух прямых в пространстве.
) задаётся для перпендикулярных плоскостей, для плоскости и прямой, для двух прямых в плоскости, для двух прямых в пространстве. ).Задаётся к углу наклона плоскостей, к прямой и плоскости, к прямой и плоскости в пространстве.
).Задаётся к углу наклона плоскостей, к прямой и плоскости, к прямой и плоскости в пространстве. ).Задаётся к осям поверхностей вращения и различают:
).Задаётся к осям поверхностей вращения и различают: ).Задаётся для симметричных элементов (боковые поверхности шпоночного паза). Может задаваться относительно базовой плоскости симметрии и относительно общей плоскости симметрии.
).Задаётся для симметричных элементов (боковые поверхности шпоночного паза). Может задаваться относительно базовой плоскости симметрии и относительно общей плоскости симметрии. )- условные названия отклонения и допуска на смещение оси или плоскости относительно номинального расположения. Задаётся для расположения элементов, участвующих в сборке изделия.
)- условные названия отклонения и допуска на смещение оси или плоскости относительно номинального расположения. Задаётся для расположения элементов, участвующих в сборке изделия. ). Задаётся для пересекающихся осей поверхностей вращения.
). Задаётся для пересекающихся осей поверхностей вращения. ).
). )
) ).Задаётся к криволинейным профилям(спираль Архимеда, винтовая линия)
).Задаётся к криволинейным профилям(спираль Архимеда, винтовая линия) ).Задаётся к сложным криволинейным поверхностям.
).Задаётся к сложным криволинейным поверхностям.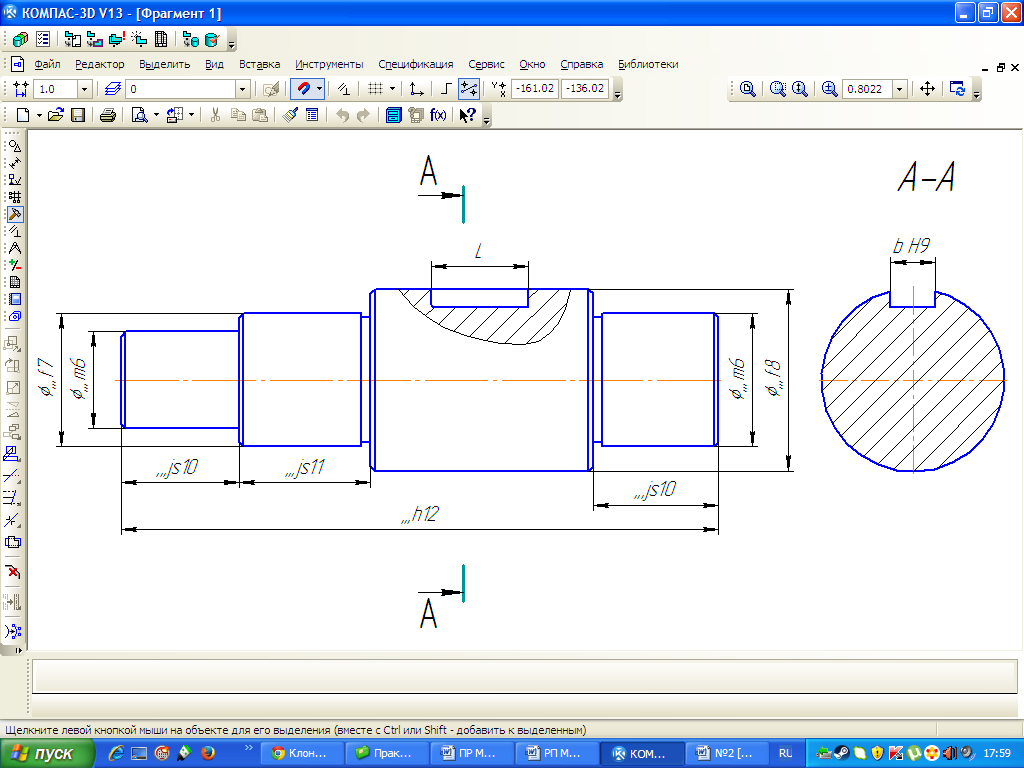




 ,
,

 ;
; ;
;


