Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Что представляет из себя сварочный электрод?Практическая работа № 4 Тема: Электроды для дуговой сварки Цель работы: Познакомится с основными типами электродов Оборудование: Тетрадь, ручка, раздаточный материал, электроды Задание: составить конспект, ответить на вопросы Теоретические сведения Сварочный электрод представляет собой металлический либо неметаллический электропроводный стержень длиной 250-450 мм со специальным покрытием или без него, через который к свариваемым изделиям или конструкциям подводится электрический ток. Современная промышленность производит более 200 марок электродов, и большая часть из них — это плавящиеся сварочные электроды, предназначенные для ручной дуговой сварки. Все типы сварочных электродов должны соответствовать определенным требованиям: 1) обеспечивать: — устойчивое горение сварочной дуги; — качественное формирование сварного шва и его прочность; — равномерное расплавление стержня и покрытия с минимальным разбрызгиванием металла электрода; — беспрепятственное удаление шлаков; — высокопроизводительную сварку; 2) давать металл сварного шва необходимого химического состава; 3) сохранять свои физико-химические и технологические свойства на протяжении заданного количества времени; 4) обладать минимальной токсичностью.
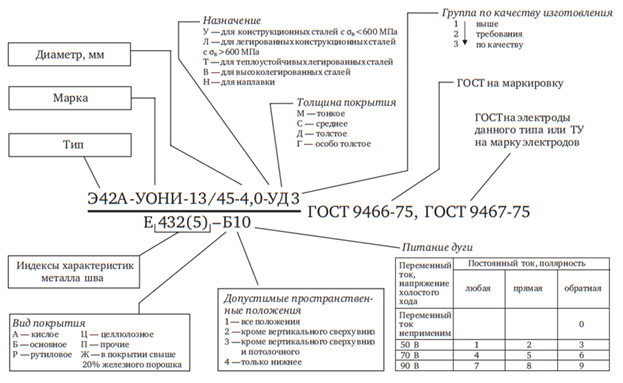
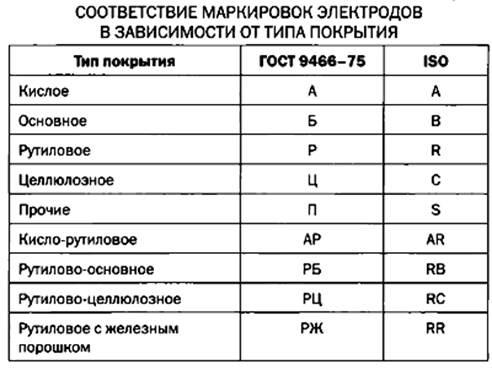
По качеству (точности) изготовления, состоянию поверхности покрытия и количеству вредных примесей (серы и фосфора) сварочные электроды делят на три группы, которые обозначаются 1, 2 или 3 (чем больше число, тем выше качество изделия). По назначению сварочные электроды (обозначение указано в скобках) согласно ГОСТу делятся на: 1) предназначенные для сварки: — легированных теплоустойчивых сталей (Т); — легированных сталей, имеющих временное сопротивление разрыву более 60 кгс/мм2 (Л); — углеродистых и низколегированных конструкционных сталей, имеющих временное сопротивление разрыву менее 60 кгс/мм2 (У); — высоколегированных сталей со специальными свойствами (В); — чугуна; — цветных металлов; -- применяемые для наплавки поверхностных слоев, характеризующихся специальными свойствами (Н). По толщине покрытия (оно зависит от соотношения диаметра покрытого электрода с диаметром стержня, которые обозначаются буквами «D» и «d» соответственно) сварочные электроды подразделяются на изделия с покрытием (в скобках указана маркировка): — тонким (М) — D/d < 1,2; — средним (С) — D/d < 1,45; — толстым (Д) — D/d < 1,8; — особо толстым (Г) — D/d > 1,8. По составу обмазки (покрытия): Кислое (А). Такое покрытие содержит окислы марганца и железа, титановый концентрат, кремнезем и ферромарганец. Защитную газовую среду создают органические компоненты. Наплавленный металл содержит 0,12% углерода, 0,10% кремния, 0,6-0,9% марганца и по 0,05% серы и фосфора, что соответствует составу кипящей стали. — в обмазке содержится много марганца; — в применяющемся ферромарганце повышено содержание кремния и углерода; — в свариваемом металле много кремния. Наплавленный металл имеет временное сопротивление более 420 Н/м2, относительное удлинение — не менее 18%, ударную вязкость-8><10 Н-м/м2. Электроды с кислым покрытием по механическим свойствам сварного соединения и металла шва принадлежат к типу Э42 (ГОСТ 9467-75). Из недостатков электродов данной группы следует назвать следующие факторы: — повышенное разбрызгивание металла; — выделение марганцовистых соединений, вредных для здоровья сварщика; — склонность к частому образованию кристаллизационных трещин; Основное ( Б), в состав которого входят карбонаты кальция, магния, плавиковый шпат и ферросплавы (ферротитан, ферросилиций и др.). При разложении карбонатов выделяются углекислый газ и окись углерода, которые обеспечивают защитную среду для расплавленного металла. Наплавленный металл по своему составу соответствует спокойной стали с небольшим содержанием кислорода, азота и водорода. Количество серы й фосфора невелико (по 0,035%), содержание марганца составляет 0,5-1,5%, а кремния — 0,3-0,6%. Электроды такого типа находят применение в следующих случаях: — для сваривания металлов большой толщины; — для изготовления конструкций, предназначенных для эксплуатации в тяжелых условиях или для транспортировки газов; — для сварки таких сталей, как литые углеродистые, низколегированные высокопрочные или с повышенным содержанием серы и углерода. При использовании электродов с основным покрытием необходимо: — тщательно подготавливать кромки (очищать от окалины, ржавчины, масла и пр.) свариваемых частей, изделий, конструкций; — избегать увлажнения электродной обмазки; — вести работу длинной дугой, в противном случае могут образоваться газовые поры. Для получения заданных механических свойств сварного шва в покрытие добавляют хром, молибден, ферромарганец и ферросилиций; Рутиловое (Р), компонентами которого являются концентрат рутила (природный минерал, состоящий по большей части из двуокиси титана), карбонаты магния и кальция, кремнезем (добавляется в виде полевого шпата, слюды и гранита) и ферромарганец. К плюсам этого покрытия относится следующее: — металл сварного шва, получающийся при сварке, по стойкости не отличается оттого, который образуется при работе с электродами с кислой обмазкой; — данные электроды не склонны к образованию газовых пор даже в условиях сварки по окисленным поверхностям или металлу, который был ранее наплавлен электродами со стабилизирующим покрытием, при перемене длины сварочной дуги; — обмазка обеспечивает устойчивое горение сварочной дуги, дает качественный шов и сопровождается минимальным разбрызгиванием металла; — выделение вредных газов при осуществлении сварки довольно небольшое; — при использовании данных электродов сварка может вестись в любом пространственном положении и от любого источника тока (как постоянного, так и переменного). Металл шва содержит около 0,12% углерода, 0,4-0,7% марганца, 0,1-0,3% кремния, по 0,04% серы и фосфора, а уровень водорода определяется наличием в обмазке органических компонентов; Целлюлозное (Ц), состоящее в основном из горючих органических веществ, например крахмала, оксицеллюло-зы, при сгорании которых создается газовая среда, защищающая расплавленный металл. В качестве шлакообразующих материалов выступают марганцевая руда, силикаты, рутил, титановый концентрат, а функцию раскислителя выполняет ферромарганец. При сварке электроды с таким покрытием дают небольшое количество шлака и характеризуются незначительным разбрызгиванием металла. Как и электроды с рутиловым покрытием, их применяют при сварке в любом пространственном положении и от любого источника тока; Смешанного типа (двухбуквенное обозначение), к которому относятся следующие разновидности: а) рутилово-карбонатное (электроды АНО-3, АНО-4, АНО-5). Электроды с таким покрытием выгодно отличаются тем, что: — формируют качественный металл шва независимо от пространственного положения, в котором ведется сварка; — обеспечивают стабильное горение сварочной дуги при работе от источника постоянного и переменного тока любой полярности; — образуют легко удаляющуюся шлаковую корку; — характеризуются незначительной потерей металла от разбрызгивания; — обеспечивают высокую ударную вязкость металла сварного шва при плюсовых и минусовых температурах как непосредственно после сварки, так и после старения; б) рутилово-карбонатно-фтористое (электроды ОЗЛ-9 А), которое востребовано для сварки жаростойких сталей, эксплуатируемых при температуре до 1050° С, а также в тех случаях, когда от металла шва требуется повышенная стойкость кохрупчиванию; в) ильменитовое (электроды АНО-6), для которого характерно легкое возбуждение сварочной дуги. При работе с электродами с таким покрытием отмечено незначительное выделение дыма, газов и пр.; г) рутиловое с железным порошком (электроды АНО-1). Наличие последнего в обмазке делает электроды с таким покрытием довольно высокопроизводительными. Основное положение, при котором осуществляются сварочные работы,— нижнее. При этом выделение вредных газов небольшое, а металл шва мало склонен к образованию газовых пор; д) пластмассовое (электроды ВСП-1). В него тоже входит железный порошок.
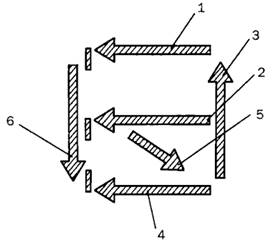
Такие электроды хорошо показали себя при заваривании зазоров, ими можно работать в любом пространственном положении и от источников постоянного и переменного тока. Кроме того, данное покрытие не впитывает влагу. 6. По виду пространственного положения, в котором могут быть использованы электроды, они предназначаются для сварки (каждому соответствует цифровое обозначение, представленное в скобках): — могут использоваться во всех пространственных положениях (1); — во всех пространственных положениях, за исключением вертикального в направлении сверху вниз (2); — можно применять в нижнем, горизонтальном положении на вертикальной плоскости и в вертикальном направлении снизу вверх (3); — в нижнем положении и положении «в лодочку». Приняты международные обозначения пространственных положений швов (рис.), в которых могут использоваться те или иные типы электродов.
Обозначение пространственных положений швов: 1 — потолочное; 2 — горизонтальное; 3 — вертикальное сверху вниз; 4 — нижнее; 5 — наклонное для угловых и тавровых соединений; 6 — вертикальное снизу вверх
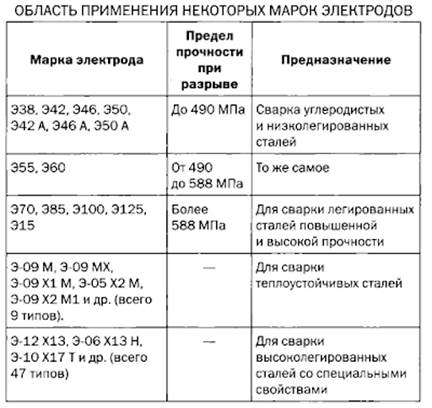
Для работы с разными материалами предназначаются определенные типы электродов (табл.).
Задание: Контрольные вопросы: Практическая работа № 4 Тема: Электроды для дуговой сварки Цель работы: Познакомится с основными типами электродов Оборудование: Тетрадь, ручка, раздаточный материал, электроды Задание: составить конспект, ответить на вопросы Теоретические сведения Сварочный электрод представляет собой металлический либо неметаллический электропроводный стержень длиной 250-450 мм со специальным покрытием или без него, через который к свариваемым изделиям или конструкциям подводится электрический ток. Современная промышленность производит более 200 марок электродов, и большая часть из них — это плавящиеся сварочные электроды, предназначенные для ручной дуговой сварки. Все типы сварочных электродов должны соответствовать определенным требованиям: 1) обеспечивать: — устойчивое горение сварочной дуги; — качественное формирование сварного шва и его прочность; — равномерное расплавление стержня и покрытия с минимальным разбрызгиванием металла электрода; — беспрепятственное удаление шлаков; — высокопроизводительную сварку; 2) давать металл сварного шва необходимого химического состава; 3) сохранять свои физико-химические и технологические свойства на протяжении заданного количества времени; 4) обладать минимальной токсичностью.
По качеству (точности) изготовления, состоянию поверхности покрытия и количеству вредных примесей (серы и фосфора) сварочные электроды делят на три группы, которые обозначаются 1, 2 или 3 (чем больше число, тем выше качество изделия). По назначению сварочные электроды (обозначение указано в скобках) согласно ГОСТу делятся на: 1) предназначенные для сварки: — легированных теплоустойчивых сталей (Т); — легированных сталей, имеющих временное сопротивление разрыву более 60 кгс/мм2 (Л); — углеродистых и низколегированных конструкционных сталей, имеющих временное сопротивление разрыву менее 60 кгс/мм2 (У); — высоколегированных сталей со специальными свойствами (В); — чугуна; — цветных металлов; -- применяемые для наплавки поверхностных слоев, характеризующихся специальными свойствами (Н). По толщине покрытия (оно зависит от соотношения диаметра покрытого электрода с диаметром стержня, которые обозначаются буквами «D» и «d» соответственно) сварочные электроды подразделяются на изделия с покрытием (в скобках указана маркировка): — тонким (М) — D/d < 1,2; — средним (С) — D/d < 1,45; — толстым (Д) — D/d < 1,8; — особо толстым (Г) — D/d > 1,8. По составу обмазки (покрытия): Кислое (А). Такое покрытие содержит окислы марганца и железа, титановый концентрат, кремнезем и ферромарганец. Защитную газовую среду создают органические компоненты. Наплавленный металл содержит 0,12% углерода, 0,10% кремния, 0,6-0,9% марганца и по 0,05% серы и фосфора, что соответствует составу кипящей стали. — в обмазке содержится много марганца; — в применяющемся ферромарганце повышено содержание кремния и углерода; — в свариваемом металле много кремния. Наплавленный металл имеет временное сопротивление более 420 Н/м2, относительное удлинение — не менее 18%, ударную вязкость-8><10 Н-м/м2. Электроды с кислым покрытием по механическим свойствам сварного соединения и металла шва принадлежат к типу Э42 (ГОСТ 9467-75). Из недостатков электродов данной группы следует назвать следующие факторы: — повышенное разбрызгивание металла; — выделение марганцовистых соединений, вредных для здоровья сварщика; — склонность к частому образованию кристаллизационных трещин; Основное ( Б), в состав которого входят карбонаты кальция, магния, плавиковый шпат и ферросплавы (ферротитан, ферросилиций и др.). При разложении карбонатов выделяются углекислый газ и окись углерода, которые обеспечивают защитную среду для расплавленного металла. Наплавленный металл по своему составу соответствует спокойной стали с небольшим содержанием кислорода, азота и водорода. Количество серы й фосфора невелико (по 0,035%), содержание марганца составляет 0,5-1,5%, а кремния — 0,3-0,6%. Электроды такого типа находят применение в следующих случаях: — для сваривания металлов большой толщины; — для изготовления конструкций, предназначенных для эксплуатации в тяжелых условиях или для транспортировки газов; — для сварки таких сталей, как литые углеродистые, низколегированные высокопрочные или с повышенным содержанием серы и углерода. При использовании электродов с основным покрытием необходимо: — тщательно подготавливать кромки (очищать от окалины, ржавчины, масла и пр.) свариваемых частей, изделий, конструкций; — избегать увлажнения электродной обмазки; — вести работу длинной дугой, в противном случае могут образоваться газовые поры. Для получения заданных механических свойств сварного шва в покрытие добавляют хром, молибден, ферромарганец и ферросилиций; Рутиловое (Р), компонентами которого являются концентрат рутила (природный минерал, состоящий по большей части из двуокиси титана), карбонаты магния и кальция, кремнезем (добавляется в виде полевого шпата, слюды и гранита) и ферромарганец. К плюсам этого покрытия относится следующее: — металл сварного шва, получающийся при сварке, по стойкости не отличается оттого, который образуется при работе с электродами с кислой обмазкой; — данные электроды не склонны к образованию газовых пор даже в условиях сварки по окисленным поверхностям или металлу, который был ранее наплавлен электродами со стабилизирующим покрытием, при перемене длины сварочной дуги; — обмазка обеспечивает устойчивое горение сварочной дуги, дает качественный шов и сопровождается минимальным разбрызгиванием металла; — выделение вредных газов при осуществлении сварки довольно небольшое; — при использовании данных электродов сварка может вестись в любом пространственном положении и от любого источника тока (как постоянного, так и переменного). Металл шва содержит около 0,12% углерода, 0,4-0,7% марганца, 0,1-0,3% кремния, по 0,04% серы и фосфора, а уровень водорода определяется наличием в обмазке органических компонентов; Целлюлозное (Ц), состоящее в основном из горючих органических веществ, например крахмала, оксицеллюло-зы, при сгорании которых создается газовая среда, защищающая расплавленный металл. В качестве шлакообразующих материалов выступают марганцевая руда, силикаты, рутил, титановый концентрат, а функцию раскислителя выполняет ферромарганец. При сварке электроды с таким покрытием дают небольшое количество шлака и характеризуются незначительным разбрызгиванием металла. Как и электроды с рутиловым покрытием, их применяют при сварке в любом пространственном положении и от любого источника тока; Смешанного типа (двухбуквенное обозначение), к которому относятся следующие разновидности: а) рутилово-карбонатное (электроды АНО-3, АНО-4, АНО-5). Электроды с таким покрытием выгодно отличаются тем, что: — формируют качественный металл шва независимо от пространственного положения, в котором ведется сварка; — обеспечивают стабильное горение сварочной дуги при работе от источника постоянного и переменного тока любой полярности; — образуют легко удаляющуюся шлаковую корку; — характеризуются незначительной потерей металла от разбрызгивания; — обеспечивают высокую ударную вязкость металла сварного шва при плюсовых и минусовых температурах как непосредственно после сварки, так и после старения; б) рутилово-карбонатно-фтористое (электроды ОЗЛ-9 А), которое востребовано для сварки жаростойких сталей, эксплуатируемых при температуре до 1050° С, а также в тех случаях, когда от металла шва требуется повышенная стойкость кохрупчиванию; в) ильменитовое (электроды АНО-6), для которого характерно легкое возбуждение сварочной дуги. При работе с электродами с таким покрытием отмечено незначительное выделение дыма, газов и пр.; г) рутиловое с железным порошком (электроды АНО-1). Наличие последнего в обмазке делает электроды с таким покрытием довольно высокопроизводительными. Основное положение, при котором осуществляются сварочные работы,— нижнее. При этом выделение вредных газов небольшое, а металл шва мало склонен к образованию газовых пор; д) пластмассовое (электроды ВСП-1). В него тоже входит железный порошок.
Такие электроды хорошо показали себя при заваривании зазоров, ими можно работать в любом пространственном положении и от источников постоянного и переменного тока. Кроме того, данное покрытие не впитывает влагу. 6. По виду пространственного положения, в котором могут быть использованы электроды, они предназначаются для сварки (каждому соответствует цифровое обозначение, представленное в скобках): — могут использоваться во всех пространственных положениях (1); — во всех пространственных положениях, за исключением вертикального в направлении сверху вниз (2); — можно применять в нижнем, горизонтальном положении на вертикальной плоскости и в вертикальном направлении снизу вверх (3); — в нижнем положении и положении «в лодочку». Приняты международные обозначения пространственных положений швов (рис.), в которых могут использоваться те или иные типы электродов.
Обозначение пространственных положений швов: 1 — потолочное; 2 — горизонтальное; 3 — вертикальное сверху вниз; 4 — нижнее; 5 — наклонное для угловых и тавровых соединений; 6 — вертикальное снизу вверх
Для работы с разными материалами предназначаются определенные типы электродов (табл.).
Задание: Контрольные вопросы: Что представляет из себя сварочный электрод? 2. Каким основным требованиям должен удовлетворять плавящийся сварочный электрод?
|
||||||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 113; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.153 (0.012 с.) |
 7. По роду тока, его полярности и номинальному напряжению холостого хода источника переменного тока, что отображено в табл.
7. По роду тока, его полярности и номинальному напряжению холостого хода источника переменного тока, что отображено в табл.