Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Техническая документация используемая на оао «уралмаш».Содержание книги
Поиск на нашем сайте Оглавление Введение.............................................................................................. 2 Дневник производственной практики................................................ 4 1. Структура предприятия, механического цеха и отдела главного технолога................................................................. 5 2. Охрана окружающей среды (меры предотвращения загрязнения)........................................................................................ 9 3. Техническая документация используемая на ОАО «Уралмаш»........................................................................................ 10 4. Методы удаления стружки, пыли из заточных отделений, охлаждающей жидкости и отработанного масла с участков механической обработки, регенерации жидкости и масел.............. 12 5. Распределением работ мастером по рабочим местам, оформлением нарядов....................................................... 15 6. Методы промежуточного и окончательного контроля.............. 16 7. Организация смазки станков, уход за станками, система ремонта оборудования....................................................... 22 8. Методы нормирования станочных работ и формы оплаты труда.............................................................................................. 25 Приложения..................................................................................... 27 Заключение........................................................................................ 31 Введение.
Производственная практика проходила в период с 08 июля по 30 июля в техбюро цеха № 30 блок-корпуса № 1 ОАО «Рога и копыта».
Целью данной производственной практики является ознакомление со структурой предприятия, механического цеха и отдела главного технолога, изучение технологической документации, действующей на предприятии, технологии изготовления корпусной детали средней сложности от получения заготовки до приемки готовой продукции ОТК, а также изучение вопросов связанных с организацией, распределением, нормированием и формой оплаты труда на предприятии.
Дневник производственной практики.
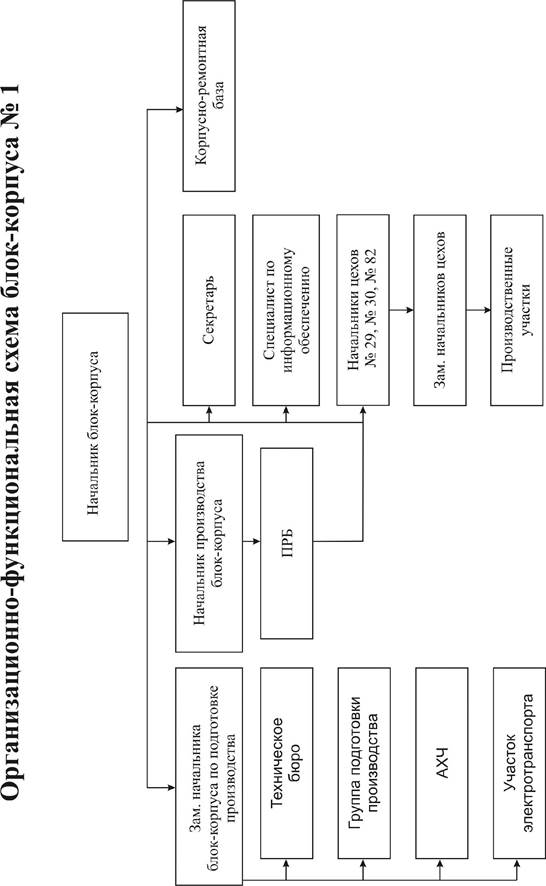
Руководитель практики от предприятия _____________ /В.И. Икрин/. Блок-корпус № 1 является структурным подразделением ОАО «Уралмашзавода» и возглавляется начальником блок-корпуса. Руководство функциональной деятельностью блок-корпуса осуществляется: дирекцией по производству, технической дирекцией, дирекцией по финансам и экономике, дирекцией по персоналу и социальным вопросам, дирекцией по развитию. Основной задачей блок-корпуса № 1 является изготовление продукции по договорам, заключенным на ОАО «Уралмашзаводе» в соответствии с установленной номенклатурой, объемами, сроками, а также в соответствии с технической документацией. Предметом деятельности блок-корпуса №1 является: 1. Механообработка деталей крупных узлов для бурового, экскаваторного, дробильно-размольного, кузнечно-прессового, подъемно-транспортного оборудования. 2. Выполнение работ и услуг для сторонних организаций по чертежам, технологическим условиям и другой документацией соответствующих служб ОАО «Уралмашзавода». В соответствии с поставленной перед блок-корпусом задачей его подразделения выполняют следующие функции: 1. В области подготовки производства: - осуществление комплекса работ по технологической подготовке производственного процесса. - обеспечение систематического поступления на участки цехов блок-корпуса вспомогательных материалов, сырья, оснастки и всех видов энергии. 2. В области производственного планирования: - на основе производственных программ разработка, разбивка и доведение планов, графиков и сменно-суточных заданий участникам (бригадам) в номенклатуре и сроки исполнения работ. 3. В области производства: - изготовление продукции. 4. В области эксплуатации оборудования: - обеспечение бесперебойной работы технологического и энергетического оборудования. 5. В области качества: - внедрение и поддержание в рабочем состоянии документации системы менеджмента качества (СМК). 6. В области хозяйственного обслуживания: - хозяйственное обслуживание и содержание блок-корпуса и территории прилегающей к нему, в надлежащем санитарно-гигиеническом состоянии. 7. В области охраны труда и техники безопасности. - организация и обеспечение выполнения всего комплекса задач управления охраной труда на уровне своей компетенции в соответствии с положением о системе управления охраной труда в ОАО «Уралмашзавод». Структура и подчиненность блок-корпуса № 1: В состав входят следующие подразделения: 1. Штабные подразделения: - планово- распределительное бюро (ПРБ) блок-корпуса. - техническое бюро блок-корпуса. 2. Производственные подразделения: - цех механообработки крупных и средних узлов (цех № 29). - цех механообработки тел вращения и зубонарезки (цех № 30). - цех механообработки корпусных и плоскостных деталей (цех № 82). - корпусная ремонтная база блок-корпуса. - участок электротранспорта. - группа подготовки производства. - административно-хозяйственная часть. 3. Линейные руководители: - начальник блока-корпуса. - начальники цехов блок-корпуса. - начальник корпусной ремонтной базы блок-корпуса. - старшие мастера (мастера) производственных подразделений блок-корпуса. 4. Функциональные руководители: - начальник производства блок-корпуса. - заместитель начальника блок-корпуса по подготовке производства. Организационная схема блок-корпуса приведена на схеме 1. Перечень металлорежущих станков блок-корпуса № 1. 1. Станки токарно-винторезные и программные. 2. Станки токарно-карусельные. 3. Станки вертикально-сверлильные. 4. Станки радиально-сверлильные. 5. Станки глубокосверлильные. 6. Станки расточные: столиковые и колонные. 7. Станки центровальные. 8. Станки вертикально-фрезерные. 9. Станки продольно-фрезерные. 10. Станки долбежные. 11. Станки горизонтально-протяжные. 12. Станки круглошлифовальные. 13. Станки плоскошлифовальные. 14. Станки зубофрезерные с вертикальной осью шпинделя. 15. Станки зубофрезерные с горизонтальной осью шпинделя. 16. Станки зубодолбежные системы Феллоу и Мааг. 17. Станки зубореечные. 18. Станки п/а для глобоидных передач. 19. Станки зубострогальные для конических колес. 20. Станки контрольно-обкаточные. 21. Станки отрезные кругопильные.
2. Охрана окружающей среды (меры предотвращения загрязнения). Соблюдению экологической безопасности окружающей среды и в рабочих помещениях завода (цехах и отделах) на ОАО «Уралмаш» уделяется большое внимание: в большинстве мест установлены вытяжки и воздушные фильтры вследствие чего воздух, выходящий на улицу и остающийся в помещении остается чистым. На каждой из заводских труб установлены очистные сооружения соответствующие экологическим стандартам. Периодически производится обслуживание очистных сооружений для поддержания их рабочего состояния и сохранения их эффективности. Собранный на очистных сооружениях шлак удаляется с территории предприятия и утилизируется. Что касается экологичности продукции, то обрабатываемый материал и соответственно производимые детали и оборудования сопровождаются комплектом экологической документации, удостоверяющим экологическую чистоту продукции (в частности радиационный фон материала, степень коррозионной стойкости, токсичность, в том числе лакокрасочных материалов и т.д.) При утилизации отходов производства составляется акт о химическом составе веществ и материалов для поиска наиболее экологичных методов утилизации, с направлением отходов на соответствующие перерабатывающие предприятия и цеха. Эти отходы утилизируются или перерабатываются соответственно законодательству об охране окружающей среды установленному на территории РФ.
Приготовление СОЖ. Приготовить 4...5 %-ную эмульсию СОЖ: 1. В отдельной емкости расчетное количество концентрата разбавить холодной водопроводной водой с жесткостью не более 4,6 мг экв/л в соотношении 1:2. 2. Перемешать до исчезновения масляных хлопьев. 3. Полученную смесь перелить в бак для приготовления СОЖ. 4. Добавить ту же воду до необходимого объема и вновь перемешать до получения однородного состояния. Порядок работы. 1. По трубопроводам (если имеется групповая система применения смазочно-охлаждающей жидкости) подать эмульсию в баки станков. 2. Вручную с помощью ведер залить эмульсию в бак станка (если имеется индивидуальная система применения смазочно-охлаждающей жидкости). З. Механику цеха или блок-корпуса 2 раза в месяц отправлять СОЖ на анализ в лабораторию ТОПП. 4. Лаборатории ТОПП контролировать коррозионное воздействие СОЖ на сталь, концентрация водного раствора СОЖ и выдавать рекомендации по корректировке ее состава или замене. Утилизация СОЖ. При микробиологическом разрушении СОЖ (посинение эмульсии, появление плесени, запаха сероводорода) эмульсию слить в контейнер и отправить на утилизацию, либо в отдел ТОПП на химическую экспертизу, по результатам которой будет принято решение о регенерации СОЖ с привнесением соответствующих компонентов, либо об окончательной утилизации СОЖ. Способы удаления стружки. Способы удаления стружки применяемые на ОАО «Уралмаш» достаточно разнообразны: от ручного до автоматизированного удаления стружки. Примерами автоматизированного удаления могут служить: удаление стружки при помощи 1) вибротранспортера: под действием вибрации стружка и отработанные СОЖ перемещаются из под станка на котором велась обработка к бакам с отработанным материалам. 2) электромагнитного транспортера, основанного на электромагните, проходящем под лентой транспортёра, ведущей к бакам. После сбора стружка направляется на переплавку сторонним организациям. 5. Распределением работ мастером по рабочим местам, оформлением нарядов. Основываясь на технологической документации, мастер, в зависимости от вида работ (токарная, фрезерная, карусельная и т д.), от характеристик станков, от квалификации рабочего (сложности обработки детали), исходя из цехового плана производственных работ и очерёдности производственной деятельности, распределяет работу между станочниками в зависимости от квалификации исполнителя станочных работ, технического состояния оборудования, загруженности текущими производственными работами, так, чтобы заданные операции были выполнены быстро и качественно, с наименьшими трудо - и электрозатратами. Соответственно распределённой работе мастером оформляется наряд с указанием названия операции, штучного времени, разряда работы и исполнителей работы. Наряд – первичный документ, определяющий задание рабочему, содержащий норму времени, на основании которой ведется автоматический учет фактической трудоемкости по видам работ на заказ, в целом по цеху и производственному комплексу. Наряд на выполняемую работу оформляет производственный (сменный) мастер цеха и выдает перед началом работы рабочему вместе с чертежами и другими документами технологического процесса изготовления данной детали или узла. Все реквизиты мастер (нарядчик) проставляет разборчиво с документов технологического процесса ОГТ, ОГС, ОМТИ. Исправление в наряде должно сопровождаться дополнительной подписью ответственного лица. При оформлении нарядов в обязательном порядке проставляются следующие реквизиты: номер цеха, номер чертежа детали, код профессии, номер участка, номер заказа, код группы продукции, вид работы и вид нормы, инвентарный номер станка, табельный номер и фамилия рабочего, количество рабочих, краткое описание выполняемых работ, номер операции, количество деталей, разряд работы, норма времени на одну деталь, подготовительно-заключительное время и другие реквизиты в соответствии с инструкцией
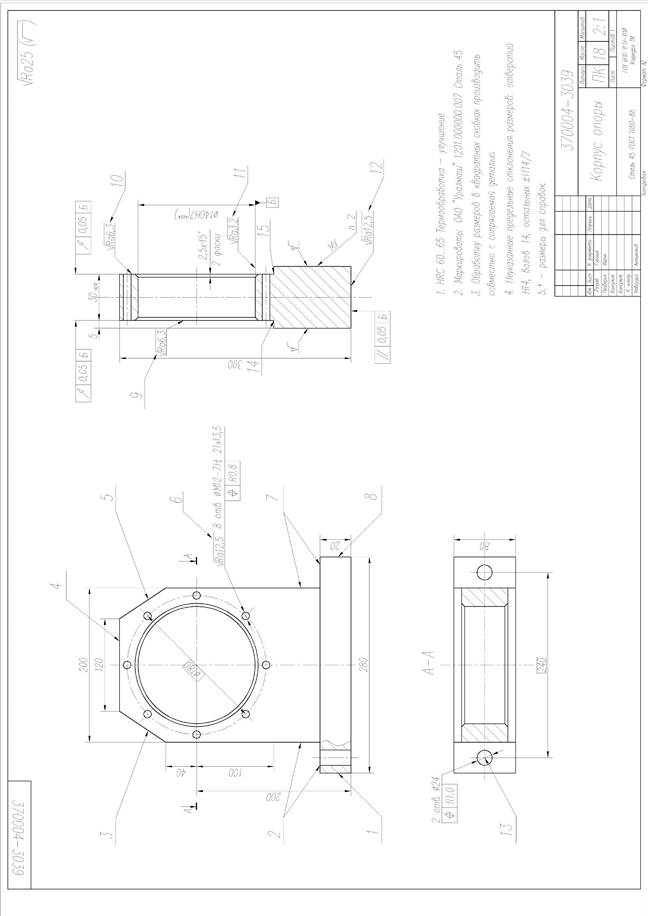
Техническое обслуживание Техническое обслуживание оборудования включает в себя плановое техническое обслуживание и неплановое, выполняемое в случае отказа оборудования. При плановом техническое обслуживание производится: - осмотр состояния направляющих станин, суппортов, траверс; - осмотр систем смазки, пневматики, гидравлики, охлаждения; - проверка крепежных деталей, правильность переключения и исполнения команд с пульта управления; - выявление мгновенных деталей и их замена; - устранение выявленных неисправностей; - промывка смазочных систем и добавка смазочных материалов (при необходимости); - регулирование зазоров винтовых пар, натяжение пружин, ремней, лент, цепей, регулировка подшипников шпинделей, фрикционов; - плавность перемещения столов, суппортов. кареток, прижимных планок. - регулирование станка в целом и сдача его производственному мастеру. Текущий (малый) ремонт При текущем (малом) ремонте производится: - частичная разборка станка (машины); - подетальная разборка узлов, подверженных наибольшему износу; - проверка и регулирование рычагов и рукояток переключения скоростей и подач, предохранительных и ограничительных устройств. - регулирование плавности перемещения столов, суппортов, кареток, ползунов, штосселей, задних бабок, клиньев, прижимных и направляющих. - зачистка задиров, забоин и заусениц на направляющих станка и сопрягаемых деталях; - разборка, ревизия и ремонт шпиндельного узла; - проверка, ревизия и необходимый ремонт систем охлаждения, гидравлики, пневматики, смазки, оградительных и защитных устройств. - выявление деталей требующих замены при ближайшем плановом ремонте; - сборка станка, регулировка всех механизмов, проверка на холостом ходу и сдача производственному мастеру. Средний ремонт - вид планового ремонта при котором производится частичная разборка машины, капитальный ремонт отдельных узлов, замена и восстановление необходимого количества изношенных деталей, сборка машины. регулировка всех узлов и механизмов и проверка машины на холостом ходу и под нагрузкой. Капитальный ремонт - вид планового ремонта, при котором производится полная разборка станка, замена всех изломанных деталей и узлов, восстановление путем ремонта базовых деталей, регулировка всех узлов и механизмов, наладка и проверка на холостом ходу и под нагрузкой. Планирование ремонтных работ Механиком цеха под руководством ренонтно-технологичесхого бюро РМП за два месяца до начала года составляется головой план ремонта оборудования. Годовой план составляется на каждую единицу оборудования с учетом межремонтного цикла и межремонтного периода по результатам технического осмотра оборудования. Годовой план включает в себя техническое обслуживание, планово-предупредительный, текущий (малый), средний и капитальные ремонты. Годовой план ремонта оборудования цехов подписывается механиком и начальником соответствующего цеха, главным механиком завода и утверждается начальником управления эксплуатации, после чего план является обязательным к выполнению. На основании годового плана механиком цеха составляется месячный план-отчет, подписывается механиком и начальником цеха и утверждается заместителем главного механика завода и за четыре дня до начала месяца выдается ремонтной бригаде. Перенос срока изменение вида ремонта возможно только с разрешения главного механика завода. Вопрос об исключении машины и годового плана решается начальником управления эксплуатации. Заключение. В ходе прохождения производственной практики мной были рассмотрены вопросы касающиеся структуры предприятия, механического цеха и отдела главного технолога, изучены основные формы технологической документации, действующей на предприятии, а также разобраны вопросы связанные с организацией, распределением, нормированием и формой оплаты труда на предприятии. В соответствии с заданием практики была выбрана корпусная деталь – корпус опоры ролика - и разработан технологический процесс её изготовления.
Приложение 1
Приложение 2
Оглавление Введение.............................................................................................. 2 Дневник производственной практики................................................ 4 1. Структура предприятия, механического цеха и отдела главного технолога................................................................. 5 2. Охрана окружающей среды (меры предотвращения загрязнения)........................................................................................ 9 3. Техническая документация используемая на ОАО «Уралмаш»........................................................................................ 10 4. Методы удаления стружки, пыли из заточных отделений, охлаждающей жидкости и отработанного масла с участков механической обработки, регенерации жидкости и масел.............. 12 5. Распределением работ мастером по рабочим местам, оформлением нарядов....................................................... 15 6. Методы промежуточного и окончательного контроля.............. 16 7. Организация смазки станков, уход за станками, система ремонта оборудования....................................................... 22 8. Методы нормирования станочных работ и формы оплаты труда.............................................................................................. 25 Приложения..................................................................................... 27 Заключение........................................................................................ 31 Введение.
Производственная практика проходила в период с 08 июля по 30 июля в техбюро цеха № 30 блок-корпуса № 1 ОАО «Рога и копыта».
Целью данной производственной практики является ознакомление со структурой предприятия, механического цеха и отдела главного технолога, изучение технологической документации, действующей на предприятии, технологии изготовления корпусной детали средней сложности от получения заготовки до приемки готовой продукции ОТК, а также изучение вопросов связанных с организацией, распределением, нормированием и формой оплаты труда на предприятии.
Дневник производственной практики.
Руководитель практики от предприятия _____________ /В.И. Икрин/. Блок-корпус № 1 является структурным подразделением ОАО «Уралмашзавода» и возглавляется начальником блок-корпуса. Руководство функциональной деятельностью блок-корпуса осуществляется: дирекцией по производству, технической дирекцией, дирекцией по финансам и экономике, дирекцией по персоналу и социальным вопросам, дирекцией по развитию. Основной задачей блок-корпуса № 1 является изготовление продукции по договорам, заключенным на ОАО «Уралмашзаводе» в соответствии с установленной номенклатурой, объемами, сроками, а также в соответствии с технической документацией. Предметом деятельности блок-корпуса №1 является: 1. Механообработка деталей крупных узлов для бурового, экскаваторного, дробильно-размольного, кузнечно-прессового, подъемно-транспортного оборудования. 2. Выполнение работ и услуг для сторонних организаций по чертежам, технологическим условиям и другой документацией соответствующих служб ОАО «Уралмашзавода». В соответствии с поставленной перед блок-корпусом задачей его подразделения выполняют следующие функции: 1. В области подготовки производства: - осуществление комплекса работ по технологической подготовке производственного процесса. - обеспечение систематического поступления на участки цехов блок-корпуса вспомогательных материалов, сырья, оснастки и всех видов энергии. 2. В области производственного планирования: - на основе производственных программ разработка, разбивка и доведение планов, графиков и сменно-суточных заданий участникам (бригадам) в номенклатуре и сроки исполнения работ. 3. В области производства: - изготовление продукции. 4. В области эксплуатации оборудования: - обеспечение бесперебойной работы технологического и энергетического оборудования. 5. В области качества: - внедрение и поддержание в рабочем состоянии документации системы менеджмента качества (СМК). 6. В области хозяйственного обслуживания: - хозяйственное обслуживание и содержание блок-корпуса и территории прилегающей к нему, в надлежащем санитарно-гигиеническом состоянии. 7. В области охраны труда и техники безопасности. - организация и обеспечение выполнения всего комплекса задач управления охраной труда на уровне своей компетенции в соответствии с положением о системе управления охраной труда в ОАО «Уралмашзавод». Структура и подчиненность блок-корпуса № 1: В состав входят следующие подразделения: 1. Штабные подразделения: - планово- распределительное бюро (ПРБ) блок-корпуса. - техническое бюро блок-корпуса. 2. Производственные подразделения: - цех механообработки крупных и средних узлов (цех № 29). - цех механообработки тел вращения и зубонарезки (цех № 30). - цех механообработки корпусных и плоскостных деталей (цех № 82). - корпусная ремонтная база блок-корпуса. - участок электротранспорта. - группа подготовки производства. - административно-хозяйственная часть. 3. Линейные руководители: - начальник блока-корпуса. - начальники цехов блок-корпуса. - начальник корпусной ремонтной базы блок-корпуса. - старшие мастера (мастера) производственных подразделений блок-корпуса. 4. Функциональные руководители: - начальник производства блок-корпуса. - заместитель начальника блок-корпуса по подготовке производства. Организационная схема блок-корпуса приведена на схеме 1. Перечень металлорежущих станков блок-корпуса № 1. 1. Станки токарно-винторезные и программные. 2. Станки токарно-карусельные. 3. Станки вертикально-сверлильные. 4. Станки радиально-сверлильные. 5. Станки глубокосверлильные. 6. Станки расточные: столиковые и колонные. 7. Станки центровальные. 8. Станки вертикально-фрезерные. 9. Станки продольно-фрезерные. 10. Станки долбежные. 11. Станки горизонтально-протяжные. 12. Станки круглошлифовальные. 13. Станки плоскошлифовальные. 14. Станки зубофрезерные с вертикальной осью шпинделя. 15. Станки зубофрезерные с горизонтальной осью шпинделя. 16. Станки зубодолбежные системы Феллоу и Мааг. 17. Станки зубореечные. 18. Станки п/а для глобоидных передач. 19. Станки зубострогальные для конических колес. 20. Станки контрольно-обкаточные. 21. Станки отрезные кругопильные.
2. Охрана окружающей среды (меры предотвращения загрязнения). Соблюдению экологической безопасности окружающей среды и в рабочих помещениях завода (цехах и отделах) на ОАО «Уралмаш» уделяется большое внимание: в большинстве мест установлены вытяжки и воздушные фильтры вследствие чего воздух, выходящий на улицу и остающийся в помещении остается чистым. На каждой из заводских труб установлены очистные сооружения соответствующие экологическим стандартам. Периодически производится обслуживание очистных сооружений для поддержания их рабочего состояния и сохранения их эффективности. Собранный на очистных сооружениях шлак удаляется с территории предприятия и утилизируется. Что касается экологичности продукции, то обрабатываемый материал и соответственно производимые детали и оборудования сопровождаются комплектом экологической документации, удостоверяющим экологическую чистоту продукции (в частности радиационный фон материала, степень коррозионной стойкости, токсичность, в том числе лакокрасочных материалов и т.д.) При утилизации отходов производства составляется акт о химическом составе веществ и материалов для поиска наиболее экологичных методов утилизации, с направлением отходов на соответствующие перерабатывающие предприятия и цеха. Эти отходы утилизируются или перерабатываются соответственно законодательству об охране окружающей среды установленному на территории РФ.
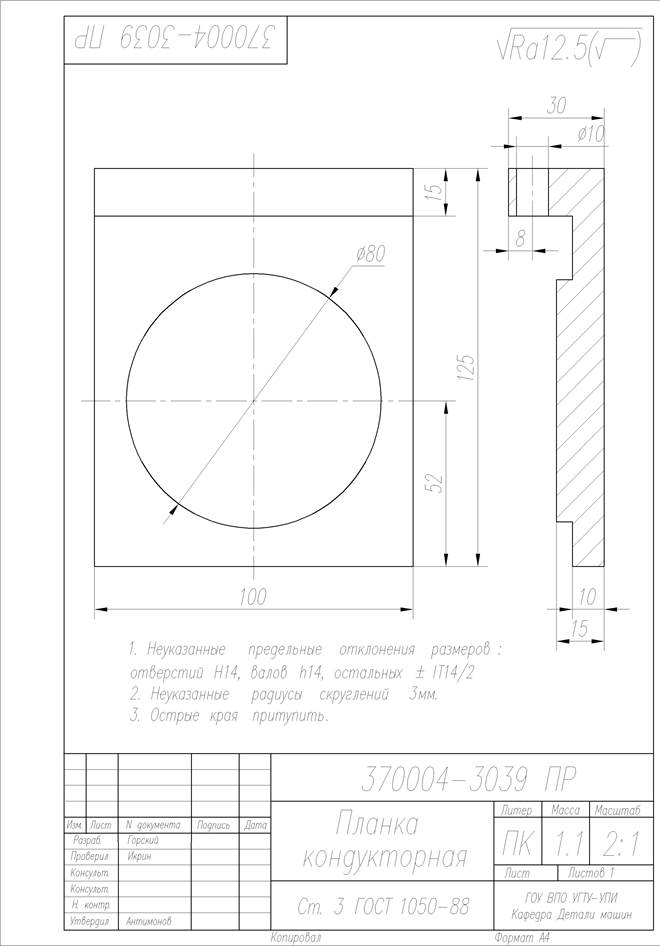
Техническая документация используемая на ОАО «Уралмаш».
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 593; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.153 (0.015 с.) |