Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
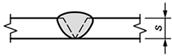
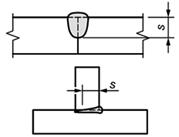
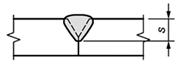
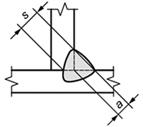
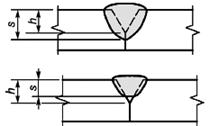
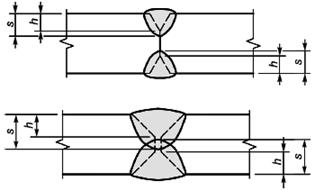
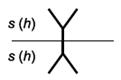
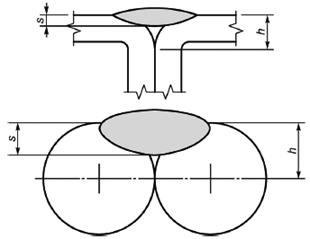
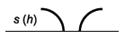
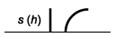
Угловые швы с глубоким проплавлениемСодержание книги
Поиск на нашем сайте
Букву
Она должна быть проставлена перед номинальной толщиной шва
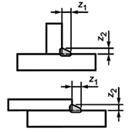
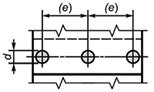
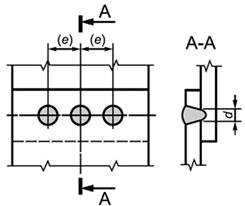
5.6 Пробочные швы в круглых отверстиях Значение диаметра
Если при сварке пробочными швами отверстие должно заполняться наплавленным металлом не полностью, то глубина заполнения должна быть указана в основном знаке. В отсутствие размера глубины сварная пробка должна полностью заполнить отверстие (см. таблицу 5, N 3.1 и N 3.2).
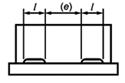
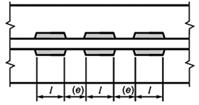
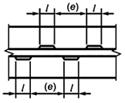
Прерывистые швы должны обозначать дополнительно числом и расстоянием от центра до центра справа от основного знака (см. таблицу 5, N 3.3).
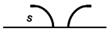
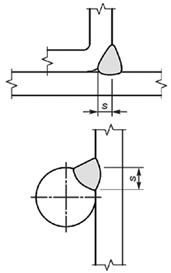
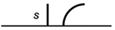
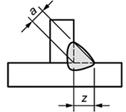
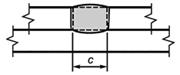
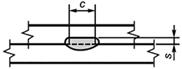
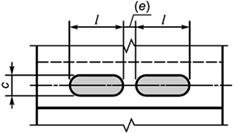
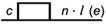
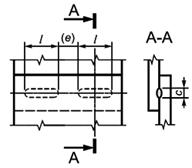
5.7 Прорезные швы Требуемая ширина шва с на сопрягаемой при сварке поверхности должна быть расположена слева от знака прорезного шва (см. таблицу 5, N 4).
Если при сварке прорезь должна заполняться наплавленным металлом не полностью, то глубина заполнения должна быть указана внутри основного знака (см. таблицу 5, N 4.2). В отсутствии размера глубины прорезь должна заполняться полностью.
Прерывистые швы должны дополнительно обозначать числом, длиной и расстоянием между серединами сварных швов справа от основного знака (см. таблицу 5, N 4.3).
Примечание - Знак прорезного шва не применяют для обозначения угловых швов в отверстиях или прорезях.
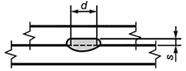
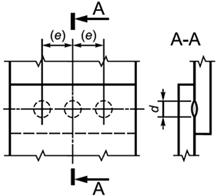
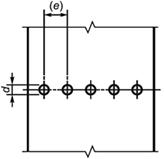
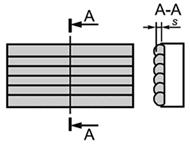
5.8 Точечные швы Диаметр требуемого точечного шва d следует располагать слева от знака точечного шва (см. таблицу 5, N 5).
Последовательные сварные швы должны обозначать числом и расстоянием между швами справа от основного знака (см. таблицу 5, N 5.1 и N 5.2).
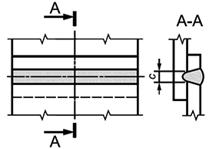
5.9 Роликовые швы Требуемая ширина шва с на сопрягаемой при сварке поверхности должна быть расположена слева от знака роликового шва (см. таблицу 5, N 6).
Прерывистые швы должны дополнительно обозначать числом, длиной и расстоянием между свариваемыми элементами справа от основного знака (см. таблицу 5, N 6.1).
5.10 Торцевые швы Требуемая толщина наплавленного металла торцевого шва должна быть расположена слева от знака торцевого шва (см. таблицу 5, N 7).
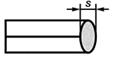
5.11 Приварка шпилек Требуемый диаметр шпильки
Последовательные швы должны быть обозначены их числом и расстоянием между ними справа от основного знака.
5.12 Наплавленный слой Требуемая толщина наплавляемого слоя должна быть расположена слева от знака наплавленного слоя (см. таблицу 5, N 9).
Таблица 5 - Размеры сварного шва
6 Размеры разделки кромок под сварку 6.1 Общие положения Информацию, касающуюся размеров и геометрии соединения перед сваркой, можно включить как часть обозначения сварного соединения или задать ее, например, ссыпкой на соответствующую часть ИСО 9692 или на WPS.
Если информация о размерах соединения включена в обозначение, она не должна перегружать чертеж. Следует рассмотреть ссылку на другие источники, чтобы устранить потребность в ней как части знака.
6.2 Зазор в разделке Зазор в разделке
Зазор в разделке показывают только на одной стороне линии полки.
Таблица 6 - Примеры обозначения зазора в разделке
6.3 Угол разделки кромок Угол разделки кромок
Для двусторонних соединений, включая симметричные соединения, угол(ы) разделки кромок должны вносить в обе стороны обозначения сварного соединения.
Таблица 7 - Примеры обозначения угла разделки кромок
6.4 Радиусы и притупления разделки сварного шва, U - и J -образные стыковые соединения Радиусы и размеры притуплений разделки U - и J -образных соединений не должны задаваться как часть обозначений сварного соединения, а должны быть указаны на поперечном сечении, на детали или в других документах, например в соответствующей части ИСО 9692, на который дают ссылку в "хвосте" обозначения сварного соединения.
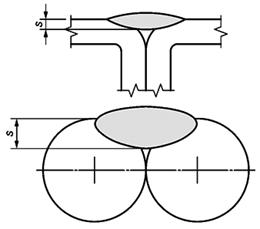
6.5 Глубина разделки кромок Глубина разделки кромок под сварку V -, U -, J -образных стыковых швов со скосом одной кромки, швов между двумя закругленными элементами и швов между закругленным и плоским элементом может быть указана слева от основного знака. Глубина разделки кромок должна быть размещена в скобках после требуемой глубины провара (см. таблицу 8).
Пример - 8 (6).
Примечание - Глубина разделки кромок в стыковых швах может быть больше, равна или меньше, чем размер шва.
Таблица 8 - Примеры обозначения глубины разделки кромок
6.6 Угол разделки кромок для пробочных и прорезных швов Угол разделки кромок под сварку пробочных и прорезных швов может быть указан расположением требуемого размера над основным знаком (см. таблицу 9).
Таблица 9 - Угол разделки кромок для пробочных и прорезных швов
7 Альтернативное обозначение стыковых швов в соответствии с требуемым качеством шва 7.1 Общие положения Альтернативное обозначение, показанное в таблице 10, можно применять для стыковых швов, задавая только требуемое качество сварного шва. Вся дополнительная информация должна быть обозначена в соответствии с настоящим стандартом.
При использовании данного метода подготовка соединения под сварку и процесс(ы) сварки определяют на производстве для соблюдения требований к качеству сварного шва.
Примечание - Всю другую информацию указывают в WPS или других документах для имеющегося оборудования. Можно использовать различные WPS в цехах с различным оборудованием, но технический чертеж не требуется пересматривать для каждого цеха.
Таблица 10 - Альтернативный упрощенный знак для обозначения стыкового шва
7.2 Пример Пример графического обозначения на основе требуемого качества сварки показан на рисунке 8.
Швы с полным проплавлением не требуют проставления размеров (см. раздел 5).
Рисунок 8 - Пример графического обозначения для требуемого уровня качества сварки
Приложение А (справочное) Примеры применения графического обозначения сварного соединения Примеры, приведенные в приложении А, являются справочными и предназначены для демонстрации правил черчения. Они не заменяют нормы и технические требования.
На рисунке А.1 показаны примеры подробных условных обозначений сварного соединения, показывающих расположение свариваемых элементов.
а) Пример подробного условного обозначения сварного шва в системе А
b) Пример подробного условного обозначения сварного соединения в системе В
1 - основной знак (угловой шов); 2 - вспомогательный знак (угловой шов выпуклого контура, монтажный шов, шов по периметру); 3 - дополнительная информация (дуговая сварка металлическим электродом под флюсом (SMAW)/процесс 111 в соответствии с ИСО 4063); 4 - размеры (прерывистый угловой шов номинальной толщиной 5 мм, сваривающий четыре элемента длиной 100 мм и расстоянием между элементами 200 мм); 5 - "хвост"; 6а - линия полки (сплошная); 6b - пунктирная линия только для системы А
Рисунок А.1 - Примеры подробных обозначений сварного соединения (прерывистый угловой шов номинальной толщиной 5 мм, сваривающий 4 элемента длиной 100 мм и расстоянием между элементами 200 мм) Обозначения сварного соединения, приведенные на рисунке А.1, показывают тот же шов на лицевой стороне со стрелкой поверхности свариваемого соединения.
Примечание - В системе А пунктирную линию полки можно проводить выше или ниже сплошной линии (см. 4.7.1.1). Примеры, приведенные в таблицах А.1-А.3, показывают вариант, когда пунктирную линию проводят ниже сплошной линии.
Таблица А.1 - Примеры применения ломаных стрелок
Таблица А.2 - Примеры поверхности соединения, указанной стрелкой и обратной стороны
Таблица А.3 - Примеры графического обозначения асимметричных швов
Приложение В (справочное) Допуски и точки перехода для сварных швов [9]
Приложение С (справочное)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-01-14; просмотров: 181; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.86 (0.009 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 необходимо поместить перед требуемой толщиной сварного шва с глубоким проплавлением.
необходимо поместить перед требуемой толщиной сварного шва с глубоким проплавлением. и его размером, как показано в таблице 5, N 2.2.
и его размером, как показано в таблице 5, N 2.2. следует располагать перед требуемым диаметром сварной пробки на сопрягаемой при сварке поверхности и слева от знака пробочного шва (см. таблицу 5, N 3).
следует располагать перед требуемым диаметром сварной пробки на сопрягаемой при сварке поверхности и слева от знака пробочного шва (см. таблицу 5, N 3).

 - глубина провара.
Примечание 1 - Отсутствие размера слева от основного знака указывает на то, что стыковые сварные швы должны быть с полным проваром.
Примечание 2 - Отсутствие размера справа от основного знака указывает на то, что стыковые швы должны быть непрерывными
- глубина провара.
Примечание 1 - Отсутствие размера слева от основного знака указывает на то, что стыковые сварные швы должны быть с полным проваром.
Примечание 2 - Отсутствие размера справа от основного знака указывает на то, что стыковые швы должны быть непрерывными


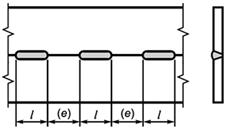
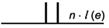
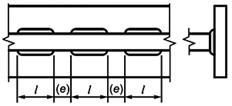
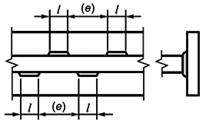
 - число свариваемых элементов;
- число свариваемых элементов;
 - номинальная длина свариваемых элементов;
- номинальная длина свариваемых элементов;
 - расстояние между свариваемыми элементами;
- расстояние между свариваемыми элементами;
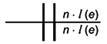
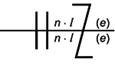

 - номинальная толщина сварного шва;
- номинальная толщина сварного шва;
 - катет шва.
- катет шва.


 .
Если требуемый размер катета невозможно идентифицировать с помощью обозначения сварного соединения, необходимо дать дополнительные эскизы или указания на чертеже или в других документах.
.
Если требуемый размер катета невозможно идентифицировать с помощью обозначения сварного соединения, необходимо дать дополнительные эскизы или указания на чертеже или в других документах.
 и
и  включают в обозначение сварного соединения с требуемой длиной катета, например
включают в обозначение сварного соединения с требуемой длиной катета, например 






 - требуемый диаметр пробки на сопрягаемой при сварке поверхности;
- требуемый диаметр пробки на сопрягаемой при сварке поверхности;



 - требуемая ширина прорези на сопрягаемой при сварке поверхности;
- требуемая ширина прорези на сопрягаемой при сварке поверхности;










 стыкового соединения можно расположить внутри основного знака (см. таблицу 6).
стыкового соединения можно расположить внутри основного знака (см. таблицу 6).
 стыкового соединения можно расположить вне основного знака (см. таблицу 7).
стыкового соединения можно расположить вне основного знака (см. таблицу 7).


 и
и  заменяют фактическими значениями.
заменяют фактическими значениями.
 и
и 





 .
.
 используют вместо
используют вместо  .
.