Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Работа в симуляторе С NC (токарный)Содержание книги
Поиск на нашем сайте
Интерфейс программы 1. Выбор вида обработки: Screen → turning (токарная) → gas (сверлильная) → milling (фрезерная) 2. Выбор заготовки: Simulate → detail setting · Диаметр Х=… (30 мм) · Длина Z=… (50 мм) 3. Выбор ноля детали: Simulate → zero point register В данном симуляторе станок считается настроенным, т.е. ноль детали совпадает с нулем станка и расположен в шпинделе. Рекомендуется переносить ноль детали на правый торец заготовки, т.к. обработку начинают и ведут именно с него: G54 → Z = 50 (длина заготовки) → ок Если ноль детали оставляем по умолчанию на левом торце, то: G54 → Z = 0 → ок 4. Выбор инструмента: Simulate → edit tools 5. Описание функций: Help → help
Пример разработки УП
Работа в симуляторе С NC (фрезерный)
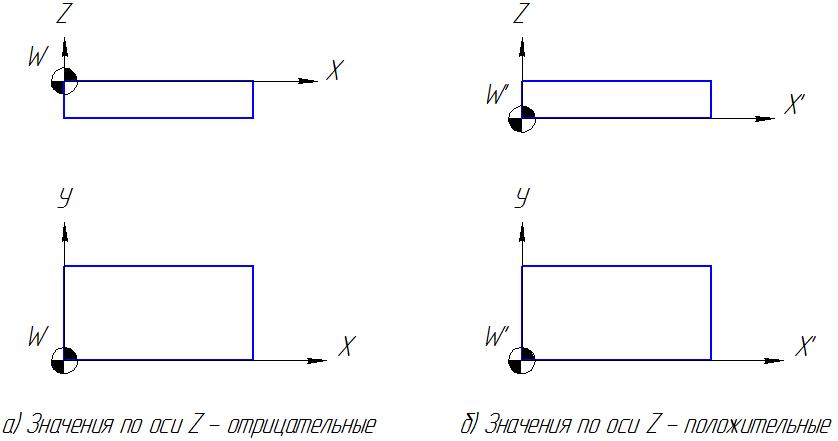
Интерфейс программы 1. Выбор параметров заготовки: Вводим координаты x,y,z (длина, ширина, высота) 2. Ноль детали Задан по умолчанию в верхнем левом ближнем углу. Перемещения по оси Z будут иметь отрицательные значения. Для удобства возможно переносить ось Х относительно оси Z вниз (на высоту детали), тогда значения по оси Z будут положительные.
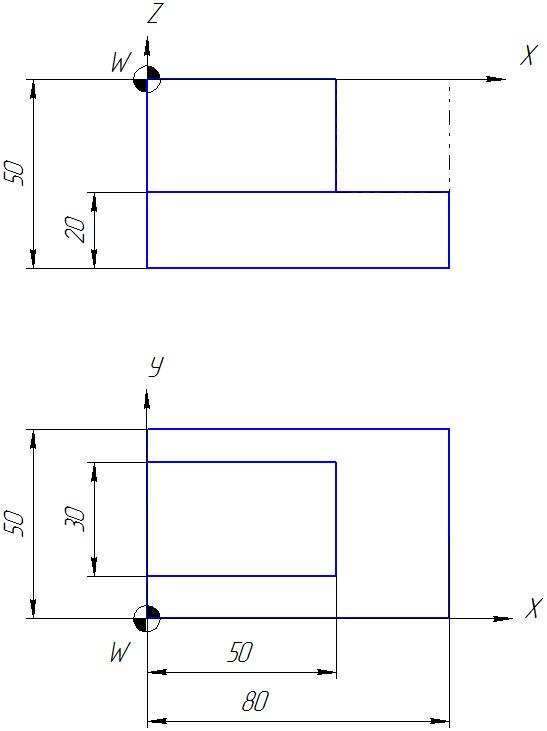
Пример УП объемной обработки Заготовка: 80х50х50 мм. Инструмент- фреза ф=10 мм (Т1). Общий припуск на обработку снимаем за три прохода.
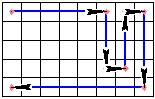
1 вариант обработки
N1 T1 S300 F0.1 M3 Остаются необработанные зоны. Следовательно, необходимо смещать траекторию или выбирать инструмент большего диаметра. 2 вариант обработки
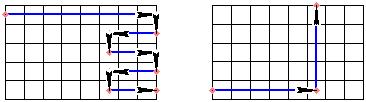
N1 T1 S300 F0.1 M3
N13 G0 Z2 Остался необработанный гребешок. Корректируем УП. После 12 кадра добавить: Х0 Для объемной обработки необходимо снять еще два слоя металла. Для этого копируем текст УП (обработка со второго кадра) → вставляем два раза → меняем координату Z (Z = -20, Z = -30). Убираем инструмент: Z120 Пример УП контурной обработки Заготовка: 80 х 120 х 20 мм
N1 T5 S300 F0.1 M3 Самостоятельно на оценку дописать в две строки: «ЗАМТ ФАМИЛИЕ», скорректировать размер заготовки.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 416; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.192 (0.005 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||