Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обработка на расточных станкахСодержание книги
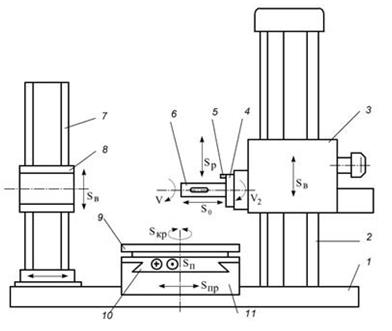
Поиск на нашем сайте Растачивание - вид обработки отверстий, ранее полученных каким-либо другим методом, расточными резцами. Растачиванием обрабатывают внутренние (цилиндрические, торцовые и резьбовые), наружные (торцовые и цилиндрические) поверхности вращения, а также плоские поверхности в различных заготовках. Самое широкое применение находит этот вид обработки при обработке отверстий в корпусных деталях. Главным движением при растачивании является вращение инструмента. Движение подачи может совершать заготовка или инструмент. Основные типы расточных станков: координатно-расточные, горизонтально-расточные и алмазно-расточные. Координатно-расточные станки позволяют обрабатывать отверстия в различных заготовках с высокой точностью формы, размеров и взаимного расположения. По конструкции такие станки бывают одностоечные (рис.1) и двухстоечные. Наибольшее распространение на машиностроительных предприятиях получили горизонтально-расточные станки (рис.1). Они используются в основном для обработки заготовок корпусных деталей. На станине 1 горизонтально-расточного станка неподвижно закреплена передняя стойка 2, по вертикальным направляющим которой перемещается шпиндельная бабка 3 с планшайбой 4, радиальным суппортом 5 и шпинделем 6. На горизонтальных направляющих станины устанавливается в нужном положении и закрепляется задняя стойка 7 с опорным люнетом. По продольным направляющим станины перемещается стол 11, в поперечных направляющих которого перемещаются салазки 10 с поворотным столом 9 и установленной на нем заготовкой. Инструмент закрепляется в шпинделе или на планшайбе и вместе с ними совершает главное вращательное движение. Движение подачи могут совершать либо заготовка, либо инструмент. В первом случае заготовка перемещается в поперечном направлении вместе с салазками или в продольном - вместе со столом. При осевом перемещении суппорта, радиальном - радиального суппорта или вертикальном - шпиндельной бабки движение подачи вместе с ними совершает режущий инструмент.
Рис.1. Общий вид горизонтально-расточного станка. Координатно-расточные и горизонтально-расточные станки выпускают как с ручным, так и с программным управлением. На расточных станках с ЧПУ программируется и автоматически выполняется либо часть цикла обработки, например, установка инструмента по заданным координатам, фиксация перед обработкой подвижных частей станка; либо весь цикл происходит автоматически. В зависимости от вида обрабатываемых на расточных станках поверхностей применяют различные виды режущего инструмента: расточные резцы, фрезы, сверла, зенкеры, развертки, метчики. Наибольшее распространение получили различного типа расточные резцы: проходные, подрезные, канавочные, резьбовые. Конструктивно они могут быть выполнены в виде стержневых или пластинчатых резцов, резцовых головок или резцовых блоков. Вспомогательным инструментом для их закрепления служат специальные оправки одно- или двухопорные. Оправки закрепляют в шпинделе расточного станка. Стержневые резцы устанавливают на консольной или двухопорной оправке; заданный диаметр обрабатываемого отверстия обеспечивается за счет регулирования вылета резца. Иногда для растачивания многоступенчатых отверстий на одной оправке закрепляют несколько стержневых резцов. В каждом конкретном случае расположение и способ крепления резца зависит от формы обрабатываемого отверстия.
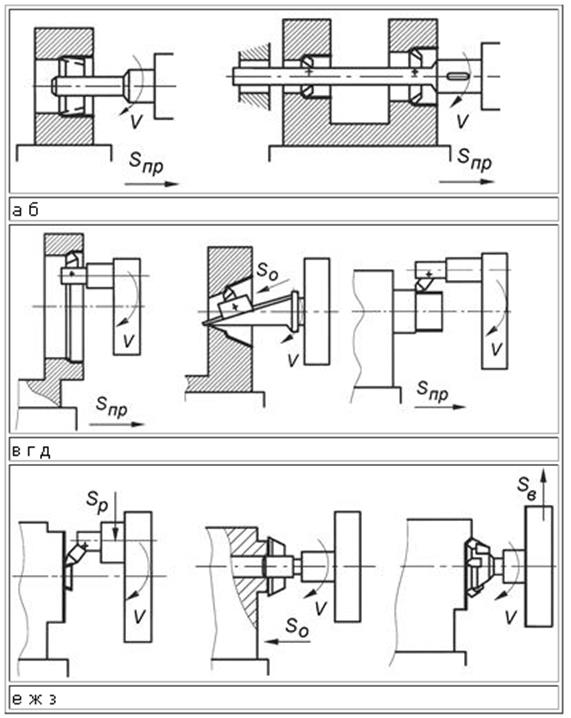
Рис.2. Схемы обработки поверхностей на расточных станках
|
||||||||||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 268; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.103 (0.006 с.) |