Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Условия работы режущего инструмента:Содержание книги Поиск на нашем сайте - Материал режущей части инструмента: Р6М5. - Траектория движения режущего инструмента в процессе обработки: прямолинейная к центру детали; - Направление вращения режущего инструмента: по часовой стрелке.
1.3 Анализ третьей части технологического процесса (обработки детали после операции, для которой разрабатывается приспособление). На последующих операциях фрезеруются остальные поверхности до точности, соответствующей заданной по чертежу. Поверхности, выбранные в качестве направляющей и опорной технологической базы (два отверстия ǿ4Н7), на последующих операциях зенкеруются и развертываются.
Вывод: формулируется по результатам выполненной работы.
Занятие 2 Тема: Анализ схемы базирования и выбор установочных элементов приспособления
Перед обработкой заготовка базируется на приспособлении на специальных установочных опорах. Конструкции опор для базирования заготовки зависят от многих факторов. Определяющими факторами являются: геометрическая форма базируемой заготовки; размеры, определяющие положение обрабатываемой поверхности заготовки; геометрическая форма поверхностей, от которых задается это положение и др.
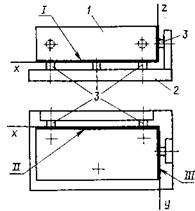
На рис. 1 показана схема базирования заготовки при обработки. Технологическими базами будут поверхности I, II и III. При данной схеме базирования заготовка лишена всех шести степеней свободы и занимает вполне определенное положение относительно принятой системы координат.
Рисунок 1. Базирование детали
Поверхность I, лишающую заготовку или изделие трех степеней свободы - перемещения вдоль одной координатной оси (z) и поворотов вокруг двух других осей (х и у), - называют установочной базой. Поверхность II, лишающую заготовку или изделие двух степеней свободы - перемещения вдоль одной координатной оси (у) и поворота вокруг другой оси (z), - называют направляющей базой. Поверхность III, лишающую заготовку или изделие одной степени свободы - перемещения вдоль одной координатной оси (х) или поворота вокруг оси, - называют опорной базой. Погрешность базирования εб возникает в процессе базирования заготовок в приспособлениях и определяется как предельное поле рассеивания расстояний между измерительной и установочной поверхностями в направлении выдерживаемого размера. Приближенно εб можно оценить величиной размаха - разностью между наибольшим и наименьшим значениями указанного расстояния. Величина εб зависит от принятой схемы базирования и точности выполнения базовой поверхности заготовок, включая отклонения размера, формы и взаимного расположения поверхностей. Значение погрешности базирования εбопределяют при помощи соответствующих геометрических расчетов или путем анализа размерных цепей, что дает в ряде случаев более простое решение задачи. Основные принципы базирования заготовок: 1. При высоких требованиях к точности обработки для базирования заготовок необходимо выбирать такую схему базирования, которая обеспечит наименьшую погрешность εб. 2. Для повышения точности деталей необходимо применять принцип совмещения баз: совмещать технологическую и измерительную базов. 3. Целесообразно соблюдать принцип постоянства базы. При перемене баз в ходе технологического процесса точность обработки снижается из-за погрешности взаимного расположения новых применяемых ранее базовых поверхностей. Установочными элементами и устройствами называются детали и механизмы приспособлений, обеспечивающие правильное и однообразное расположение обрабатываемых поверхностей заготовок относительно инструмента. Требование, предъявляемые к установочным элементам Число и расположение установочных элементов должно обеспечивать необходимое базирование заготовки, устойчивость и жесткость ее закрепления. Излишнее число установочных элементов всегда приводит к появлению неопределенности базирования. Для обеспечения устойчивого положения заготовки в приспособлении расстояние между опорами выбирают возможно большим (в пределах габаритов заготовки). Рабочие поверхности установочных элементов должны быть небольших размеров. Это необходимо для уменьшения влияния неточности изготовления технологической базы и ее макронеровностей, на величину погрешности базирования. Установочные элементы не должны портить базовые поверхности заготовки при установк, особенно, когда эти поверхности обработаны окончательно. Установочные элементы должны быть жесткими и обеспечивать надежное сопряжение их с корпусом приспособления.
|
||
|
|
Последнее изменение этой страницы: 2019-12-15; просмотров: 369; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.150 (0.006 с.) |