Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
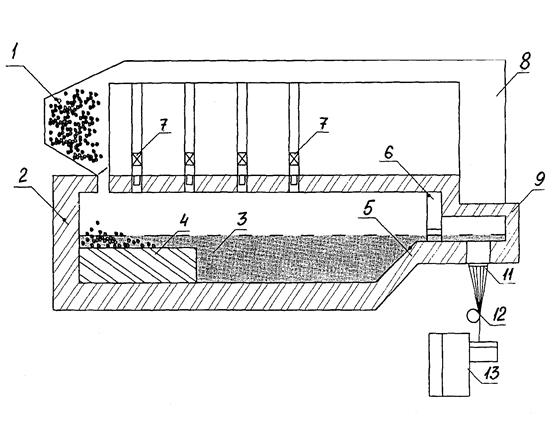
Порядок выполнения и приемки этапов работыСодержание книги Поиск на нашем сайте До начала получения непрерывных базальтовых волокон на промышленной установке крупнофракционный базальтовый щебень дробится на щековой дробилке до необходимой фракции, которая составляет 5-12 мм. После отбора металлических включений способом магнитной сепарации, базальтовое сырье, представленное в виде мелкого щебня или крошки со средней фракцией от 5 до 12 мм просевают и промывают от мелких включений (пыли и т.п.), после чего его просушивают в нормальных условиях при естественной циркуляции воздуха путем проветривания, либо в специальном сушильном аппарате (в зависимости от климатических условий производства). С помощью кран-балки или тельфера промытая базальтовая крошка периодически загружается в бункер загрузчика установленного над плавильной печью (см. рисунок 1).
1-исходное сырье; 2-плавильная печь; 3-ванна печи; 4-плавильная площадка; 5-порог ванны; 6-коллектор дымоудаления; 7-горелки печи; 8- теплообменник-рекуператор; 9-фидер; 10-фидерные горелки; 11-фильерные питатели; 12-механизм нанесения замасливателя; 13-механизм намотки волокна на бобины. Рисунок 1 – Схема плавильной печи с фидерной системой
Плавильная печь представляет собой рекуперативную ванную печь непрерывного действия с прямым газовым нагреванием плавильной зоны. В печи базальтовое сырье расплавляется, а его расплав после гомогенизации поступает в фидеры для последующего формования из него в питателях комплексных непрерывных базальтовых нитей. Плавление крошки осуществляется при температуре (1500 ± 50)°С в результате сжигания газовоздушной смеси, которая состоит из природного газа и воздуха. Воздух для сжигания подается от вентилятора высокого давления через теплообменник-рекуператор, где подогревается теплом отходящих газов до температуры 450 - 600°С, а газ подается от газораспределительной подстанции (ГРП). Расплав из выработочной части печи самотеком поступает в фидер, в донной части которого расположены 8 сливных устройств, через которые расплав подается на платино-родиевые фильерные питатели, где происходит формирование элементарных БНВ. Расплав из фидера через платиновое сливное устройство (струйный питатель) с электрообогревом поступает в платиновый фильерный питатель, в котором из фильер формируется прядь из элементарных непрерывных волокон в виде нитей путем вытягивания их и намотки на тянущее устройство. Прядь элементарных нитей поступает на валковое тянущее устройство, которое наносит замасливатель, после покрытия ее слоем замасливателя нити собираются в одну комплексную нить. Комплексная нить проходя нитераскладывающий аппарат, наматывается на его съемную бобину. По мере намотки бобина с нитью снимается с бобинодержателя наматывающего аппарата и заменяется новой бобиной. На бобинах намоточных аппаратов происходит формирование комплексной нити (КН), которая состоит из 314 элементарных БНВ. Намотанные бобины выдерживаются сутки при нормальных условиях, после чего поступают в отделение перемотки для получения ровинга с необходимым количеством сложений. После перематывания готовый ровинг на бухтах маркируется и оборачивается бумагой, а затем упаковывается в деревянную тару и поступает на состав готовой продукции. Контроль качества Контроль качества ровинга проводят согласно следующим пунктам: а) Определение линейной плотности ровинга - по ГОСТ 6943.17333. б) Определение массовой доли влаги и замасливателя - по ГОСТ 6943.8. в) Определение разрывной нагрузки - по ГОСТ 6943.10. г) Определение провисания - по ГОСТ 6943.12. д) Определение массы паковки ровинга проводят взвешиванием на весах с погрешностью не более ± 50 г. е) Определение пороков внешнего вида и рассыпаемости ровинга проводят визуально. Метрологический контроль В процессе производства необходим входной контроль исходного сырья на соответствие нормам ГОСТ и ТУ; контроль комплексной нити; контроль влаги нити; контроль текса ровинга; выходной контроль непосредственно перед упаковкой.
|
||
|
|
Последнее изменение этой страницы: 2019-05-20; просмотров: 281; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.64 (0.006 с.) |