Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Моделирование процесса горячей деформации поковки сложной формыСодержание книги
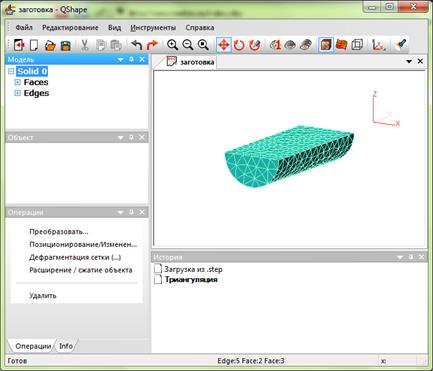
Поиск на нашем сайте Цель работы: Научиться подготавливать исходные данные для моделирования трёхмерной задачи, состоящей из 3-х технологических переходов. Освоить работу с редактором 3D геометрии системы QForm. Теоретическая часть Исходная 3D геометрия создаётся в системах твёрдотельного моделирования, таких как Компас 3D или Autodesk Inventor и экспортируется в формат STEP. Далее, как и в случае 2D задачи, необходимо подготовить геометрию для моделирования. Для этого используется специальный модуль QForm под названием Редактор 3D геометрии. Чтобы его вызвать, нужно нажать на кнопку Рассмотрим основной алгоритм работы с этим редактором на примере. 1. Открываем файл геометрии в формате STEP. Для этого используем команду главного меню Файл/Открыть или кнопку 2. Далее необходимо выбрать в окне Модель объект Shell 0 (1). При этом в окне операции станут доступны две операции: Генерация сетки и диагностика. Сначала рекомендуется провести диагностику модели (2), при этом система выведет возможные ошибки в исходной геометрии, которые буду препятствовать успешному моделированию. Если диагностика не выявила проблем (как в нашем случае), можно перейти к генерации сетки. Для этого нажимаем на кнопку с одноимённым названием (3). Контурное изображение в окне просмотра должно смениться конечно-элементной моделью половины заготовки, а название Shell 0 на Solid 0.    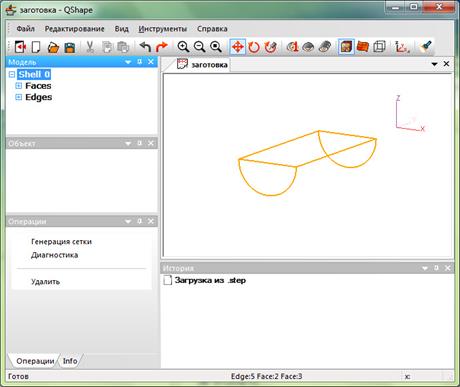
3. Далее как и в 2D случае нужно указать системе является ли это тело заготовкой или инструментом для этого, при выделенном в окне Модель Solid 0, в окне операций выбрать пункт Преобразовать… и в появившемся списке выбрать WPIECE(…). После этого нажмите кнопку Назад в окне операций.
4. Следующим шагом является выравнивание геометрии. Вертикальная ось заготовки и инструмента должна быть параллельна оси Z системы координат. В нашем случае это не так. Чтобы изменить положение тела, надо воспользоваться командой Позиционирование/Измен ение в окне Операции. Поверните заготовку так, чтобы её продольная ось была параллельна оси Z.
5. Для ускорения моделирования симметричных заготовок можно использовать половину или даже четверть заготовки и инструмента. В нашем случае мы используем половину заготовки. Для правильного расчёта необходимо указать плоскость симметрии. Для этого выделим плоскость симметрии (1) и в окне Операции выберем команду Задать плоскость симметрии (2). При этом выбранная плоскость окрасится в оранжевый цвет.
 
6. Теперь нужно сохранить обработанный файл в формат SHL. Для этого воспользуемся командой Файл/Сохранить SHL.
Обработав подобным образом всю геометрию нужно собрать наборы инструментов для каждой операции. Рассмотрим примерную последовательность действий: 1. Открыть SHL-файл 1-го инструмента 1-й операции. Необходимо обратить внимание, что открывать следует именно SHL, а не STP файл. 2. Воспользоваться командой главного меню Инструменты/Вставить SHL и добавить по очереди заготовку и второй инструмент. 3. Если взаимное положение заготовки и инструментов не совпадает, необходимо это скорректировать. Для этого в окне Модель выбираем соответствующее тело (TOOL 1, TOOL 2 или WPIECE) и при помощи команд меню Позиционирование/Измен ение окна Операции сдвигаем или поворачиваем тела. Необходимо следить, чтобы плоскости симметрии инструментов и заготовки совпадали. 4. Сохранить файл с инструментами и заготовкой в SHL формат под именем «Операция №.shl», где № - номер перехода. Заметим, что для второго и третьего переходов не нужно добавлять заготовку в набор, так как поковка нужной формы берётся с предыдущей операции. Важно следить, чтобы плоскости симметрии на каждой операции совпадали, иначе правильный расчёт невозможен!
Практическая работа Подготовить исходную геометрию для моделирования согласно теоретической части. Сохранить файлы с геометрией по переходам в отдельную папку. Подготовить QFM файл для моделирования деформации за 3 перехода со следующими параметрами: Й переход Тип технологического процесса: деформация в механическом прессе; Тип формы заготовки: Произвольная (трёхмерное моделирование) Необходимость моделирования инструмента: не моделировать Файл геометрического описания: Операция 1.shl Охлаждение на воздухе: 5 сек Охлаждение в инструменте: 2 сек Технологическое оборудование: пресс усилием 25 МН Конечное расстояние: 115 мм в точке, определяемой автоматически Температура заготовки: 1000 °С Материал заготовки: сталь 20xghm Температура 1-го инструмента: 150 °С Смазка 1-го инструмента: gw-st-h Температура 2-го инструмента: аналогично 1-му инструменту Смазка 2-го инструмента: аналогично 1-му инструменту.
Й переход Тип технологического процесса: деформация в механическом прессе; Способ задания формы заготовки: использовать расчёт предыдущей операции Способ задания инструмента: Задать инструмент в текущей операции Тип формы заготовки: произвольная (трёхмерное моделирование) Необходимость моделирования инструмента: не моделировать Файл геометрического описания: Операция 2.shl Охлаждение в инструменте: 2 сек Ручное позиционирование разворот Технологическое оборудование: пресс усилием 25 МН Конечное расстояние: 5 мм в точке, Х=90 мм, Y=90 мм Температура заготовки: рассчитанная на предыдущем шаге Температура 1-го инструмента: 150 °С Смазка 1-го инструмента: gw-st-h Температура 2-го инструмента: аналогично 1-му инструменту Смазка 2-го инструмента: аналогично 1-му инструменту. Й переход Тип технологического процесса: деформация в механическом прессе; Способ задания формы заготовки: использовать расчёт предыдущей операции Способ задания инструмента: задать инструмент в текущей операции Тип формы заготовки: произвольная (трёхмерное моделирование) Необходимость моделирования инструмента: не моделировать Файл геометрического описания: Операция 3.shl Охлаждение в инструменте: 2 сек Технологическое оборудование: пресс усилием 25 МН Конечное расстояние: 5 мм в точке, определяемой автоматически Температура заготовки: рассчитанная на предыдущем шаге Температура 1-го инструмента: 150 °С Смазка 1-го инструмента: gw-st-h Температура 2-го инструмента: аналогично 1-му инструменту Смазка 2-го инструмента: аналогично 1-му инструменту.
Моделирование данного технологического процесса проводится в два этапа: сначала рассчитывается первый переход, после этого система останавливается и ожидает реакции пользователя, нужно нажать на кнопку «» и вручную развернуть заготовку на 180° относительно горизонтальной оси. Далее расчёт запускается снова.
|
||||||||||||
|
|
Последнее изменение этой страницы: 2019-04-27; просмотров: 282; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.195 (0.006 с.) |

 на панели инструментов.
на панели инструментов. . Находим и открываем файл заготовка.stp
. Находим и открываем файл заготовка.stp