Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Специфика построения групповых технологических процессовСодержание книги
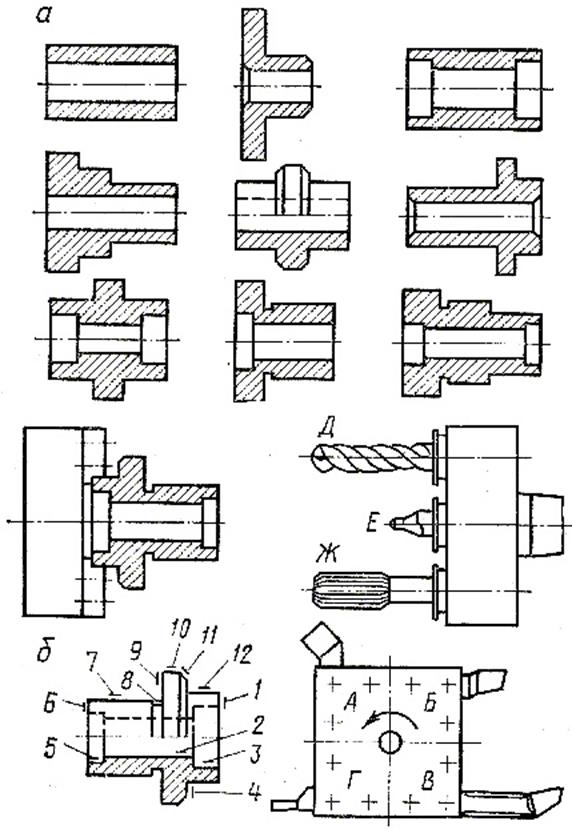
Поиск на нашем сайте При рассмотрении типов производства было отмечено,чтопоточно-массовое производство имеет значительные преимущества перед серийным непоточным производством. Стремление в условиях серийного и единичного производства повысить производительность и экономичность обработки привело к созданию метода групповых технологических процессов. Этот метод основан на классификации деталей с выделением в группы таких деталей, изготовление которых характеризуется общностью применяемого оборудования, единой технологической оснасткой и общей настройкой станка. Для каждой такой группы деталей разрабатывается так называемая комплексная деталь, содержащая все элементарные поверхности, присущие деталям данной группы. Для комплексной детали проектируют технологический процесс и инструментальную наладку, определяют тип оборудования, конструкцию приспособления, которая будет пригодной для любой детали данной группы. В качестве примера, поясняющего роль комплексной детали, на рис.3.43 приведена группа из девяти деталей, обрабатываемых на токарно-револьверном станке в одну операцию. Указанные на деталях поверхности содержит комплексная деталь этой группы (см. рис. 3.43 б), имеющая 12 поверхностей обработки.
Р и с. 3.43 Построение группового технологического процесса В рассматриваемом случае заготовку закрепляют в трехкулачковом патроне, а режущий инструмент — в четырехпозиционном резцедержателе (резцы: А — подрезной; Б — проходной; В — расточный; Г— для проточки — рис. 3.43 б) и в револьверной головке (Е— центровальное сверло; Д— спиральное сверло; Ж— развертка — рис. 3.43, а). Метод групповых технологических процессов непосредственно связан с унификацией конструкций машин и их элементов и основан на унификации технологической оснастки, ограничении ее конструктивных разновидностей, размеров и составных элементов. При разработке групповых технологических процессов и проектировании унифицированной оснастки большую роль играют ЭВМ. Главное в идее единой наладки для группы деталей заключается в резком сокращении времени на переналадку оборудования. Применение групповых технологических процессов наиболее целесообразно на станках, рассчитанных на многопереходные операции: обработка тел вращения на токарно-револьверных станках, многорезцовых полуавтоматах, многошпиндельных токарных полуавтоматах, а в условиях гибкого многономенклатурного автоматического производства—на ТОЦ (токарно обрабатываемых центрах), а также корпусных деталей на фрезерных, агрегатно-сверлильных, горизонтально-расточных, в том числена «обрабатывающих центрах» и других станках. Оборудование для обработки деталей определенной группы располагается в последовательности изготовления комплексной детали, т.е. по потоку. Изготовление деталей осуществляется партиями. Таким образом, линия групповой обработки представляет собой переменно-поточную линию, в которой каждая партия деталей может обрабатываться по принципу непрерывно-поточного производства, если только будет соблюдена синхронизация выполнения операций. Метод групповой технологии позволяет сократить подготовительно-заключительное время на 40-60 % и увеличить производительность на 20—50 % благодаря применению групповых приспособлений и наладок, целевой модернизации оборудования и введению групповых переменно-поточных линий. Сопоставляя метод групповой технологии с типизацией процессов, можно отметить, что групповая технология нацелена на разработку операции, в то время как типовая -на разработку процесса. Это различие накладывает особенности и на классификацию деталей в рассматриваемых методах. Более эффективной может быть комплексная технологическая классификация, основанная на одновременном применении типовых процессов и групповых наладок операций для нескольких типов деталей с созданием легкопереналаживаемого оборудования и оснастки.
|
||
|
|
Последнее изменение этой страницы: 2017-02-19; просмотров: 384; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.103 (0.007 с.) |