Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Характеристика матеріалів для виготовлення жакетівСодержание книги Поиск на нашем сайте ВСТУП Сучасна швейна галузь легкої промисловості випускає одяг масового виробництва і характеризується достатньо високим рівнем техніки, технології і організації виробництва, наявністю спеціалізованих підприємств і може виготовляти якісні вироби при високій продуктивності праці. Серед умов, що визначають основні якісні характеристики діяльності промислових підприємств, а також наявні результати їх роботи належить організації і технології виробництва. Сучасні вимоги до організації виробничих процесів полягають у необхідності приведення у відповідність технічного і організаційного рівнів виробництва. Швейна промисловість України здійснює безперервний процес удосконалення організації виробництва. В останні роки в зв'язку з підвищенням рівня концентрації і спеціалізації виробництва широке поширення одержали секційні потоки з комбінованими формами організації. Швидке удосконалення процесів виробництва потребує від спеціаліста глибоких знань багатьох процесів, вміння аналізувати і пов’язувати їх між собою в залежності від конкретних виробничих умов для підвищення ефективності виробництва і удосконалення якості продукції. Від інженерно-технічних працівників швейної промисловості необхідні глибокі знання і уміння аналізувати виробничі ситуації в залежності від конкретних виробничих умов і приймати рішення щодо їх покращення. В зв’язку з викладеним, тема курсового “Проектування потоку потужністю 63 робітника по виготовленню жакетів жіночих” є актуальною. В проекті передбачено: - дати характеристику моделей жакетів жіночих; - виконати характеристику матеріалів для виготовлення жакетів; - виконати технологічне проектування процесу виготовлення жакетів;
Вихідні дані Характеристика моделей Жакет жіночий повсякденного призначення, прилеглого силуету. Жакет складається з пілочок, спинки, рукавів, коміра. Пілочки складаються з передніх і пришитих до їх бокових зрізів відрізних бочків. Передні частини з виточками. На пілочках бокові прорізні кишені «в рамку» з клапанами і двома обшивками. На лівій пілочці нагрудна кишеня з вшивною листочкою. На правій пілочці, вище прорізної кишені «в рамку» на відстані 25 мм, розташована вшивна листочка, що імітує кишеню. Застібка центральна на дві обметані петлі і ґудзики. Спинка складається з верхньої і нижньої частин, розділених поперечною вставкою. Верхня частина спинки з середнім швом і рельєфами, що проходять від середини плеча до поперечної (розташованої горизонтально) вставки. Нижня частина спинки з середнім швом. Рукава вшивні, двошовні, довгі, прямі до низу. Низ рукавів по ліктьовому шву оброблений пришивною шлицею, яка оздоблена чотирма ґудзиками. Комір відкладний, піджачного типу, великий, з гострими кутами лацканів. Низ борту заокруглений. Довжина виробу до лінії стегон. Виріб на підкладці. Жакет жіночий повсякденного призначення, прилеглого силуету. Жакет складається з пілочок, спинки, рукавів, коміра. Пілочки складаються з передніх і пришитих до їх бокових зрізів відрізних бочків. Передні частини з виточками. На пілочках бокові прорізні кишені «в рамку» з клапанами і двома обшивками. Кишені розташовані під кутом. На лівій пілочці нагрудна кишеня з вшивною листочкою. На правій пілочці, вище прорізної кишені «в рамку» на відстані 25 мм, розташована вшивна листочка, що імітує кишеню. Застібка центральна на три обметані петлі і ґудзики. Спинка складається з верхньої і нижньої частин, розділених поперечною вставкою. Верхня частина спинки з середнім швом і рельєфами, що проходять від середини плеча до поперечної (розташованої горизонтально) вставки. Нижня частина спинки з середнім швом. Рукава вшивні, двошовні, довгі, прямі до низу. Низ рукавів по ліктьовому шву оброблений пришивною шлицею, яка оздоблена трьома ґудзиками. Комір відкладний, піджачного типу, не великий, з прямими кутами лацкана. Низ борту заокруглений. Довжина виробу до лінії стегон. Виріб на підкладці.
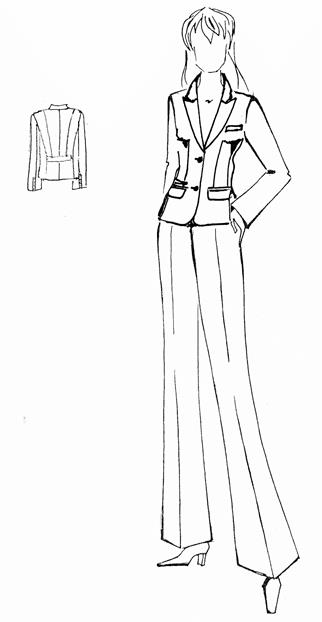
Рисунок 2.1 – Ескіз моделі-пропозиції А жакету жіночого
Рисунок 2.2 – Ескіз моделі-пропозиції Б жакету жіночого Планування робочих місць у потоці Для забезпечення технологічного проходження процесу велике значення має правильне розміщення потоку на виробничій площі цеху. При цьому створені необхідні умови роботи з дотриманням норм і правил техніки безпеки. Рівень концентрації і спеціалізації виробництва визначає кількість секцій у потоці. Потік складається з трьох секцій: заготівельної, монтажної і оздоблювальної. У заготівельній секції здійснюють обробку окремих деталей і вузлів виробу, тобто тут зосереджені операції, зв'язані з обробкою модельних особливостей виробів: обробка спинок, пілочок, рукавів, інших деталей. В окремі групи виділяють комплектування крою. Так, створені умови для розширення асортименту швейних виробів. Між секціями організовано контроль якості напівфабрикатів. Для забезпечення ритмічної роботи між секціями передбачено запас. У монтажній секції здійснюють монтаж виробу з окремих вузлів і деталей. Робота в монтажній секції організована послідовним способом. Зборку виробу здійснюють на єдиній монтажній лінії. В оздоблювальній секції робота організована послідовним способом. Доцільність організації секції волого-теплової обробки визначена необхідністю більш повного використання дорогого пресового устаткування, створенням нормальних умов праці робітників, централізацією обслуговування однорідного устаткування. Транспортування напівфабрикатів між робочими місцями здійснюють по столах, а також за допомогою пересувних стелажів, кронштейнів. Робочі місця потоку розміщені згідно послідовності технологічного процесу. Кількість робочих місць в потоці визначена із схемі розподілу праці. Для кожної однотактної організаційної операції організоване одне робоче місце. Кількість робочих місць для кратних операцій відповідає кількості виконавців операції. Для виконання організаційних операцій з використанням різного обладнання передбачено комбіноване робоче місце з обладнанням, яке використовують в даній операції. Розміри робочих місць забезпечують вільне розміщення виробу, обладнання і пристроїв, а їх розташування - найкоротший шлях руху виробу по процесу. Розміри робочих місць обрані з врахуванням габаритів встановленого обладнання, і габаритів виробів. Габарити основних місць і столів запуску обрані з літератури [7]. Мінімальну відстань між столами сусідніх робочих місць, яка необхідна для зручності працюючого при виконанні операцій, прийнята: - для прасувальних та ручних робіт, які виконують стоячи - 0,5 м; - для машинних та інших, які виконують сидячи при розміщенні виробу на колінах – 0,55 м. Відносно поточної лінії робочі місця розміщені поперечно. При розміщенні потоку прийняті наступні розміри проходів: - по ширині цеху від бічних стін -1,1-1,2 м; - відстань між столами робочих місць від колони не менше 0,4 м. Планування розміщення робочих місць проектованого потоку виконано в масштабі 1:100. На плані цеха зазначені поточні лінії, обладнання для зберігання крою, напівфабрикатів, готової продукції, місця комплектування виробів, транспортування, прийому готової продукції. ВИСНОВКИ 1. Для впровадження у виробництво запропоновані моделі жіночих жакетів повсякденного призначення. Жакет прилеглого силуету складається з пілочок, спинки, рукавів, коміра. Пілочки з виточками. На пілочках бокові прорізні кишені «в рамку» з клапанами і двома обшивками. На лівій пілочці нагрудна кишеня з вшивною листочкою. На правій пілочці вшивна листочка, що імітує кишеню. Застібка центральна на дві обметані петлі і ґудзики. Спинка має верхню і нижню частини, розділені поперечною вставкою. Верхня частина спинки з середнім швом і рельєфами. Нижня частина спинки з середнім швом. Рукава вшивні, двошовні, довгі, прямі до низу. Низ рукавів по ліктьовому шву оброблений пришивною шлицею, яка оздоблена чотирма ґудзиками. Комір відкладний, піджачного типу, великий, з гострими кутами лацканів. Низ борту заокруглений. Довжина виробу до лінії стегон. Виріб на підкладці. 2. Як матеріли верху для жакетів запропоновані тканини костюмного призначення різного сировинного складу і переплетення, поверхневою густиною 210-280 г/м2. Для підкладки жакетів рекомендовані гладкофарбовані тканини поверхневою густиною 114 г/м2, в тон кольору тканини верху. Як матеріали для прокладок рекомендовані неткані полотна з регулярним клейовим точковим покриттям. Нитки для з’єднання деталей - армовані бавовняно-лавсанові, фурнітура - пластмасові ґудзики. 3. Спроектовано секційний потік, середньої потужності з кількістю робітників 63 і випуском 318 од./зм. Потік з вільним ритмом роботи, агрегатно-груповою формою організації, має заготівельну і монтажну і оздоблювальну секції. Потік багатомодельний, з централізованим послідовно асортиментним пачковим способом запуску. Середній такт потоку складає 90,6 с. Основний вид транспортних засобів, що використовують для операційної передачі деталей, напівфабрикатів і готових виробів: столи, візки-стелажі, візки–кронштейни і пристрої для фіксації пачок деталей. 4. Аналіз організаційно-технологічної схеми процесу виконаний з метою оцінки організаційно-технічних рішень: коефіцієнт завантаження потоку в цілому складає 1,000. Відповідність часу виконання організаційних операцій умовам узгодження перевірена за допомогою графіка синхронності і відповідних розрахунків на ЕОМ. Всі організаційні операції знаходяться в межах основної умови узгодження з врахуванням кратності операцій. Дотримані умови спеціалізації операцій за видами робіт. Монтажний графік потоку підтверджує відповідність структури технологічного потоку агрегатно-груповій формі організації і дотримання технологічній послідовності виготовлення виробів. ВСТУП Сучасна швейна галузь легкої промисловості випускає одяг масового виробництва і характеризується достатньо високим рівнем техніки, технології і організації виробництва, наявністю спеціалізованих підприємств і може виготовляти якісні вироби при високій продуктивності праці. Серед умов, що визначають основні якісні характеристики діяльності промислових підприємств, а також наявні результати їх роботи належить організації і технології виробництва. Сучасні вимоги до організації виробничих процесів полягають у необхідності приведення у відповідність технічного і організаційного рівнів виробництва. Швейна промисловість України здійснює безперервний процес удосконалення організації виробництва. В останні роки в зв'язку з підвищенням рівня концентрації і спеціалізації виробництва широке поширення одержали секційні потоки з комбінованими формами організації. Швидке удосконалення процесів виробництва потребує від спеціаліста глибоких знань багатьох процесів, вміння аналізувати і пов’язувати їх між собою в залежності від конкретних виробничих умов для підвищення ефективності виробництва і удосконалення якості продукції. Від інженерно-технічних працівників швейної промисловості необхідні глибокі знання і уміння аналізувати виробничі ситуації в залежності від конкретних виробничих умов і приймати рішення щодо їх покращення. В зв’язку з викладеним, тема курсового “Проектування потоку потужністю 63 робітника по виготовленню жакетів жіночих” є актуальною. В проекті передбачено: - дати характеристику моделей жакетів жіночих; - виконати характеристику матеріалів для виготовлення жакетів; - виконати технологічне проектування процесу виготовлення жакетів;
Вихідні дані Характеристика моделей Жакет жіночий повсякденного призначення, прилеглого силуету. Жакет складається з пілочок, спинки, рукавів, коміра. Пілочки складаються з передніх і пришитих до їх бокових зрізів відрізних бочків. Передні частини з виточками. На пілочках бокові прорізні кишені «в рамку» з клапанами і двома обшивками. На лівій пілочці нагрудна кишеня з вшивною листочкою. На правій пілочці, вище прорізної кишені «в рамку» на відстані 25 мм, розташована вшивна листочка, що імітує кишеню. Застібка центральна на дві обметані петлі і ґудзики. Спинка складається з верхньої і нижньої частин, розділених поперечною вставкою. Верхня частина спинки з середнім швом і рельєфами, що проходять від середини плеча до поперечної (розташованої горизонтально) вставки. Нижня частина спинки з середнім швом. Рукава вшивні, двошовні, довгі, прямі до низу. Низ рукавів по ліктьовому шву оброблений пришивною шлицею, яка оздоблена чотирма ґудзиками. Комір відкладний, піджачного типу, великий, з гострими кутами лацканів. Низ борту заокруглений. Довжина виробу до лінії стегон. Виріб на підкладці. Жакет жіночий повсякденного призначення, прилеглого силуету. Жакет складається з пілочок, спинки, рукавів, коміра. Пілочки складаються з передніх і пришитих до їх бокових зрізів відрізних бочків. Передні частини з виточками. На пілочках бокові прорізні кишені «в рамку» з клапанами і двома обшивками. Кишені розташовані під кутом. На лівій пілочці нагрудна кишеня з вшивною листочкою. На правій пілочці, вище прорізної кишені «в рамку» на відстані 25 мм, розташована вшивна листочка, що імітує кишеню. Застібка центральна на три обметані петлі і ґудзики. Спинка складається з верхньої і нижньої частин, розділених поперечною вставкою. Верхня частина спинки з середнім швом і рельєфами, що проходять від середини плеча до поперечної (розташованої горизонтально) вставки. Нижня частина спинки з середнім швом. Рукава вшивні, двошовні, довгі, прямі до низу. Низ рукавів по ліктьовому шву оброблений пришивною шлицею, яка оздоблена трьома ґудзиками. Комір відкладний, піджачного типу, не великий, з прямими кутами лацкана. Низ борту заокруглений. Довжина виробу до лінії стегон. Виріб на підкладці.
Рисунок 2.1 – Ескіз моделі-пропозиції А жакету жіночого
Рисунок 2.2 – Ескіз моделі-пропозиції Б жакету жіночого Характеристика матеріалів для виготовлення жакетів Для жіночих жакетів запропоновані костюмні тканини із натуральних з домішками хімічних та з хімічних волокон: віскозно – поліамідні; напіввовняні з нітроновими, поліамідними, лавсановими волокнами. Для виготовлення жакетів жіночих частіше всього використовують тканини поверхневою густиною від 210 до 280 г/м2. Можуть бути рекомендовані легкі костюмні тканини (поверхневою густиною до 250 г/м2) і середні (поверхневою густиною від 250 до 280 г/м2). Для їх фарбування використовують тільки стійкі або дуже стійкі барвники. Підкладкові тканини виробляють поверхневою густиною від 54 до 125 г/м2, атласним, саржевим, полотняним переплетеннями. Для підкладки жакета використовують гладкофарбовані тканини в тон кольору тканини верху. Характеристика запропонованих матеріалів верху та підкладки для виготовлення жакетів приведені в таблиці 1.1. Таблиця 1.1 - Характеристика запропонованих матеріалів верху і підкладки для виготовлення жакетів
Для прокладок рекомендовано використовувати неткане полотно типу дублерин (сировинний склад - лавсан 90%, віскоза 10%) з регулярним клейовим точковим покриттям (сополіамід Н005Р). Застосування цього клейового покриття забезпечує зниження температури плавлення (115-1250С), збільшення еластичності, стійкості до хімічного чищення. Таблиця 1.2 - Характеристика ниток для з’єднання деталей жакетів
Таблиця 1.3 - Характеристика фурнітури.
Рекомендовані матеріали дозволяють виготовляти жакети жіночі різних моделей, різної вартості і з можливістю забезпечення високої якості виробів.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-10; просмотров: 279; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.192 (0.009 с.) |