
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема 6. 7 строгание. ПротягиваниеСодержание книги
Поиск на нашем сайте
Строгальные станки предназначены для обработки резцом главным образом плоских поверхностей. При строгании прямой ход резца (стола) является рабочим, обратный – холостым; эта схема работы – основной недостаток строгальных станков. Строгальные станки применяют в единичном и мелкосерийном производстве; их особенностями являются простота конструкции, дешевый инструмент, возможность достижения высокой точности обработки. Низкая производительность строгальных станков может быть в известной мере компенсирована многорезцовой обработкой. В группу строгальных станков входят продольно- и поперечно-строгальные, долбежные и специальные станки.
Продольно-строгальные станки выпускают с максимальной шириной строгания от 630 до 5000 мм и длиной строгания соответственно от 2000 до 12 500 мм. При обработке заготовок на продольно-строгальных станках, находящихся в хорошем состоянии, достигается высокая точность: при чистовом строгании – 10-11-й квалитеты при параметрах шероховатости поверхности Ra = 5¸10 мкм, а при тонком строгании – 8-9-й квалитеты и Ra = 0,63¸2,5 мкм. Продольно-строгальные станки применяют также для окончательной обработки резцами с широкой режущей кромкой, например, направляющих станин станков. Такую обработку называют финишным строганием; она заменяет трудоемкую операцию шабрения. Поперечно-строгальные станки применяют для обработки небольших заготовок.
СТРОГАНИЕ И ПРОТЯГИВАНИЕ
Строганием называют операцию механической обработки, выполняемую резцами при возвратно-поступательном главном движении и прерывистом движении подачи, выполняемом в конце обратного хода. Функции главного движения и движения подачи распределяются между заготовками и инструментами в зависимости от типа станка (продольно-строгального, поперечно-строгального, долбежного, специального).
Строгание широко применяют при изготовлении рам и плит, для обработки направляющих станин станков, направляющих штанг, кромок листов. Протягиванием называют операцию механической обработки на протяжных станках многолезвийными режущими инструментами – протяжками. Область применения протягивания – обработка мелких и средних деталей в крупносерийном и массовом производстве. В единичном и мелкосерийном производстве протягивание невыгодно из-за высокой стоимости протяжек. Протягивание разделяют на внутреннее и наружное. Внутреннее протягивание применяют для отверстий размером от 3 до 300 мм. Отверстия под протягивание предварительно высверливают или растачивают. Форма отверстий, полученных протягиванием, может быть самой разнообразной: цилиндрической, трехгранной, многогранной, овальной, фасонной, с канавками различных профилей.
Тема 6.8 ШЛИФОВАНИЕ
Шлифование. Процесс обработки абразивными материалами называется шлифованием. Абразивные материалы (зерна высокой твердости с острыми кромками) могут быть в свободном виде (порошки) или в связанном (цементированном) в форме кругов, брусков, сегментов. В большинстве случаев шлифование является отделочной операцией, обеспечивающей высокую точность (до 0,002 мм) и необходимый класс шероховатости поверхности (Ra = 0,15¸1,2 мкм), и применяется для обработки наружных и внутренних цилиндрических и конических, плоских и криволинейных поверхностей всех металлов и сплавов. Шлифование применяется также для обдирочных работ (например, при очистке литья), для заточки режущих инструментов. Наибольшее число шлифовальных работ выполняется с использованием быстро вращающегося абразивного круга.
При вращении круга со скоростью Jн (рисунок 69) и подаче заготовки или круга множество зерен срезает материал заготовки с образованием мельчайшей стружки. Абразивы бывают естественные и искусственные. Широко используются искусственные абразивы: электрокорунд (кристаллический оксид алюминия), карборунд (карбид кремния), карбид бора, эльбор (кубический нитрид бора), синтетический алмаз. Из естественных абразивов применяют алмаз и редко наждак и корунд.
Хонингование Хонингованием обрабатывают в основном отверстия (в блоках цилиндров двигателей внутреннего сгорания, компрессоров). Хонинговальная головка (хон) (рисунок 70, а) имеет мелкозернистые абразивные бруски 2 и при обработке заготовки 3 вращается и имеет возвратно-поступательное движение вдоль оси; после каждого двойного хода (или нескольких ходов) механизмом хона производится разжатия (радиальная подача) брусков.
Суперфиниширование (рисунок 70, б) в основном применяют для наружной обработки поверхностей. Бруски 5, закрепленные в головке 4, совершают продольное поступательно-возвратное движение Dsпр, а заготовка 6 вращается со скоростью Jз и движется возвратно-поступательно (sпр).
|
||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 923; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.110 (0.006 с.) |

 Продольно-строгальные станки (рисунок 66) предназначены главным образом для обработки плоских поверхностей крупных и средних заготовок. К продольно-строгальным станкам относятся двухстоечные, являющиеся наиболее распро-страненными, одностоечные, кромкострогальные и портальные.
Продольно-строгальные станки (рисунок 66) предназначены главным образом для обработки плоских поверхностей крупных и средних заготовок. К продольно-строгальным станкам относятся двухстоечные, являющиеся наиболее распро-страненными, одностоечные, кромкострогальные и портальные. На рисунке 67 приведены элементы резания при строгании: t – глубина строгания, s – подача, а, b – толщина и ширина стружки. Стрелками указано направление рабочего Jр.х. и холостого Jх.х. хода.
На рисунке 67 приведены элементы резания при строгании: t – глубина строгания, s – подача, а, b – толщина и ширина стружки. Стрелками указано направление рабочего Jр.х. и холостого Jх.х. хода.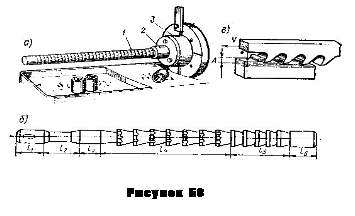 Для протягивания характерна высокая производительность в сочетании с большой стойкостью протяжек, малой степенью шероховато-сти обработанной поверхности (Ra = 0,3¸3 мкм) и высокой точностью (7-8-й квалитеты). На рисунке 67, а показана схема протягивания отверстия во втулке 2, закрепленной в патроне 3. Протяжка 1 укрепляется в ползуне и перемещается с ним. На рисунке 67, б приведена протяжка для круглых отверстий.
Для протягивания характерна высокая производительность в сочетании с большой стойкостью протяжек, малой степенью шероховато-сти обработанной поверхности (Ra = 0,3¸3 мкм) и высокой точностью (7-8-й квалитеты). На рисунке 67, а показана схема протягивания отверстия во втулке 2, закрепленной в патроне 3. Протяжка 1 укрепляется в ползуне и перемещается с ним. На рисунке 67, б приведена протяжка для круглых отверстий.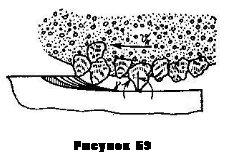 Окружная скорость круга составляет 8 – 50 м/с и выше в зависимости от твердости обрабатываемого материала (чем тверже материал, тем меньше скорость), наличия охлаждения и других условий. В соответствии с видом применяемых станков различают шлифование круглое, бесцентровое, внутреннее, плоское и специальное (шлифование резьбы, зубчатых колес).
Окружная скорость круга составляет 8 – 50 м/с и выше в зависимости от твердости обрабатываемого материала (чем тверже материал, тем меньше скорость), наличия охлаждения и других условий. В соответствии с видом применяемых станков различают шлифование круглое, бесцентровое, внутреннее, плоское и специальное (шлифование резьбы, зубчатых колес). Притирка производится абразивными пастами или порошками, смешанными со смазкой и нанесенными на поверхность притира. Для притирки наружных цилиндри-ческих поверхностей (рисунок 70, в) заготовки 10 свободно помеща-ются в гнездах сепаратного диска 8, который находится между притирочными (чугунными, латун-ными, деревянными) дисками 7 и 9. Диски вращаются в разные стороны с разными скоростями J1 и J2 и сепараторный диск вращается относительно них эксцентрично. При вращении дисков заготовки перекатываются со скольжением по ним и одновременно перемещаются с сепаратором по радиальному направлению относительно дисков, в результате чего заготовки притираются абразивами.
Притирка производится абразивными пастами или порошками, смешанными со смазкой и нанесенными на поверхность притира. Для притирки наружных цилиндри-ческих поверхностей (рисунок 70, в) заготовки 10 свободно помеща-ются в гнездах сепаратного диска 8, который находится между притирочными (чугунными, латун-ными, деревянными) дисками 7 и 9. Диски вращаются в разные стороны с разными скоростями J1 и J2 и сепараторный диск вращается относительно них эксцентрично. При вращении дисков заготовки перекатываются со скольжением по ним и одновременно перемещаются с сепаратором по радиальному направлению относительно дисков, в результате чего заготовки притираются абразивами.


