Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудование для резки профильного прокатаСодержание книги
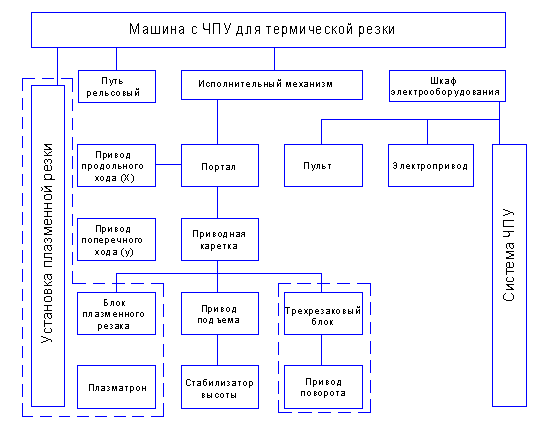
Поиск на нашем сайте Резка профильного проката может выполняться: К «плюсам» резки с помощью циркулярной пилы можно отнести высокую точность, экологическую чистоту, отсутствие шума; к «минусам» – низкую производительность и отсутствие возможности вырезки внутренних отверстий и разделки кромок. ОСНОВНЫЕ ЭЛЕМЕНТЫ СТАЦИОНРАНЫХ МАШИН ДЛЯ ТЕПЛОВОЙ РЕЗКИ
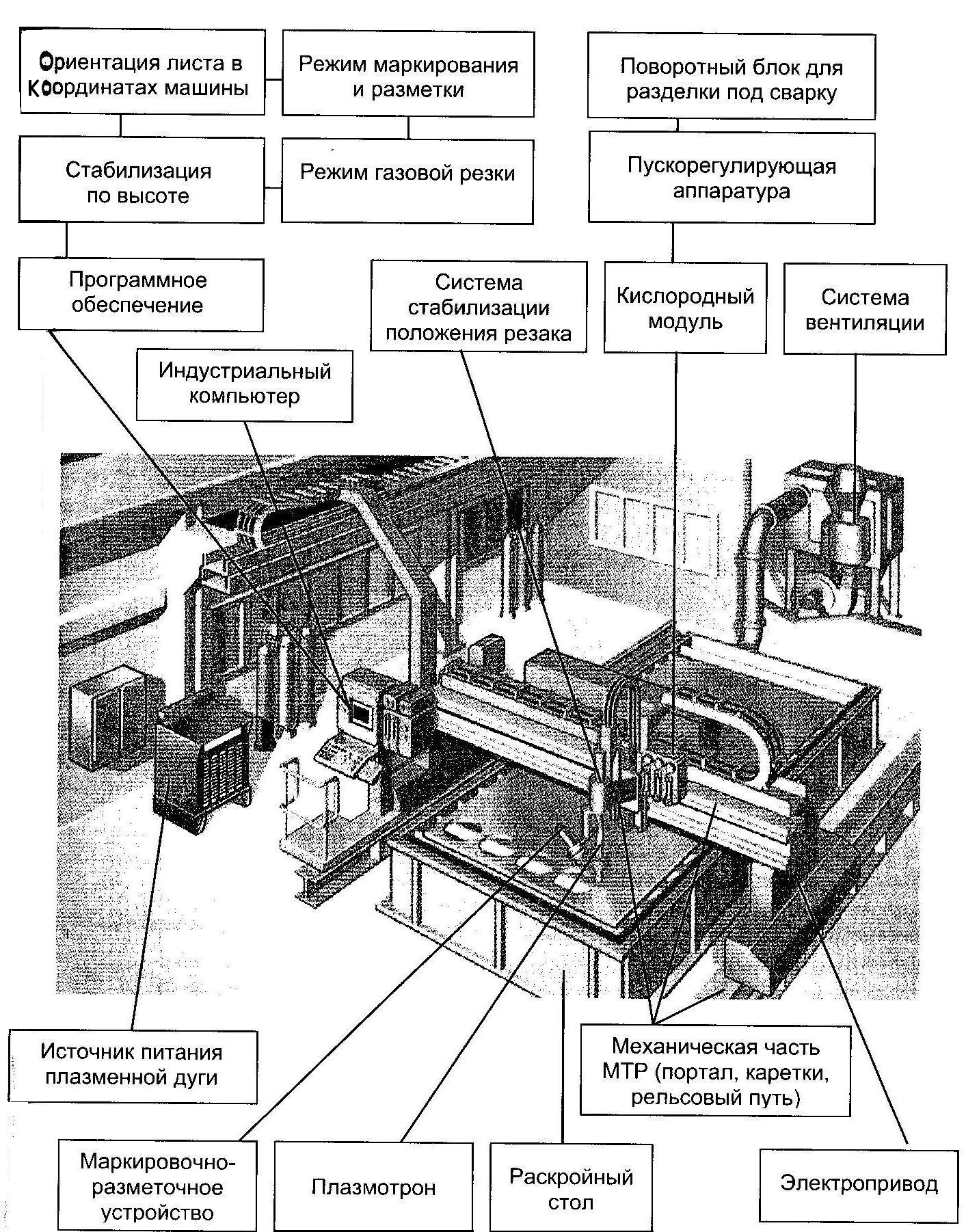
СТО РАБОЧЕГО МЕСТА ДЛЯ ТЕПЛОВОЙ РЕЗКИ Участок тепловой резки может включать в себя следующие средства технологического оснащения: ТЕХНОЛОГИЯ ПЛАЗМЕННОЙ И КИСЛОРОДНОЙ РЕЗКИ
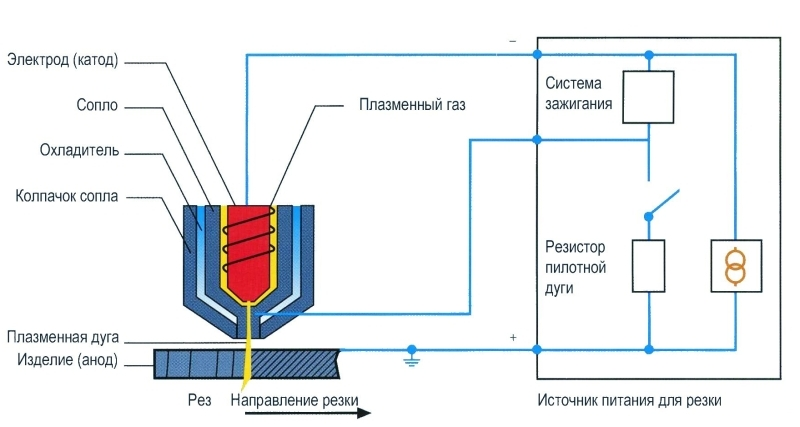
Плазменная резка – это процесс термической резки, при котором источником энергии является плазменная дуга. Плазма – частично или полностью ионизированный газ. 50000°С. Параметры плазменной резки: 1. Напряжение дуги 2. Сила тока 3. Скорость резки 4. Состав и расход плазмообразующих газов. Металлический материал плавится и частично испаряется благодаря тепловой энергии дуги и плазменного газа. Расплавленный металл выдувается из реза под действием кинетической энергии плазменного газа. Различают следующие виды плазменной дуги: Для начала процесса резки в первую очередь зажигается пилотная дуга между соплом и электродом путём подачи высокого напряжения. Эта низкоэнергетическая пилотная дуга подготавливает пространство между плазменным резаком и изделием, вызывая частичную ионизацию. Когда пилотная дуга контактирует с изделием, благодаря автоматическому увеличению мощности зажигается основная плазменная дуга. Плазменная резка может выполняться в атмосфере, на поверхности воды и под водой. Одновременно с резкой может выполняться разделка кромок. Кислородная резка. Эффективность кислородной резки: ü Мощность подогревающего пламени ü Чистота и расход кислорода ü Скорость руки ü Расстояние от сопла до поверхности разрезаемого металла ü Конструкция режущих и подогревающих сопел Суть процесса: горение металла в зоне реза в струе кислорода с одновременным быстрым удалением продуктов горения из зоны реза. Метал в зоне реза, сначала, подогревается (подогревающий газ – ацетилен, пропан или природный газ) до воспламенения, а потом подается струя чистого кислорода для его окисления. Кислородная резка может применяться, если выполняются следующие требования: Кислородной резкой: Увеличение содержания углерода в стали сопровождается повышением температуры воспламенения в кислороде и понижением температуры плавления. Поэтому с увеличением содержания углерода кислородная резка сталей ухудшается. Способность стали к кислородной резке оценивается углеродным эквивалентом (СЭ,коэффициентом зависящим от содержания в стали углерода и легирующих элементов). При СЭ<0.6 – резка в любых условиях без технологических ограничений; при СЭ>0.6 – резка с дополнительными технологическими операциями (подогрев, термообработка, мех. обработка) для предотвращения образования закалочных структур и трещин. Кислородно-флюсовая резка: в струю кислорода добавляют флюсы, которые сгорая, выделяют большое количество тепла для расплавления тугоплавких окислов.
|
|||
|
|
Последнее изменение этой страницы: 2017-02-17; просмотров: 430; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.78 (0.026 с.) |