Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
B072600 – «технология и конструирование изделий легкой промышленности»Содержание книги
Поиск на нашем сайте МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН АЛМАТИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ Факультет легкой промышленности и дизайна Кафедра «Технология и конструирование изделий и товаров» ОПОРНЫЙ КОНСПЕКТ ЛЕКЦИЙ KV TPRT 3210 - «Технология подготовки и раскроя ткани» B072600 – «Технология и конструирование изделий легкой промышленности»
Алматы, 2016 Лекция № 7. Подготовка материала к раскрою План лекции: 1. Количественная и качественная приемка материалов 2. Оборудование для качественной приемки материалов
1. Количественная и качественная приемка материалов
Подготовка материалов к раскрою осуществляется в подготовительном цехе. Основные виды работ подготовительного цеха представлены на рисунке 1. Количественная приемка материалов – это приемка материалов по количеству кусков (рулонов). Осуществляется она в соответствии с товарно-транспортной накладной (ТТН). В процессе количественной приемки сверяются реквизиты на каждом куске с данными ТТН. После количественной приемки товарно-транспортная накладная передается в бухгалтерию подготовительного цеха. Распаковка материалов заключается в освобождении рулонов материалов от упаковки. В процессе распаковки начинают заполнять промерочную ведомость, в которую вносят данные с товарных ярлыков текстильного предприятия (артикул ткани, длину ткани в рулоне, ширину ткани). Хранятся распакованные материалы, как правило, на поддонах. Качественная приемка материалов – это промер их длины и ширины и отметка текстильных пороков. В процессе качественной приемки осуществляется окончательное заполнение промерочной ведомости и оформление паспортов кусков. В промерочную ведомость вносятся фактические значения длины ткани в рулоне и ее ширины. Качественная приемка производится путем просмотра материала с лицевой стороны в развернутом виде. Дублированные материалы, искусственный мех, бархат и трикотажные полотна с кругловязальных машин просматривают с двух сторон. Длину и ширину куска измеряют с точностью до 1 см. Длину измеряют на расстоянии не менее 30 см от кромки, а длину последнего участка – по наименьшей стороне. Кругловязаные полотна измеряют посередине. Замаркированные клеймом текстильного предприятия хазовые концы входят в общую меру длины куска. Ширину материала вместе с кромками измеряют через каждые 3 м. Последнее измерение выполняется на расстоянии не менее 1,5 м от конца куска. Фактической шириной считается: по шерстяным тканям – наиболее часто встречающаяся; по остальным тканям и материалам – наименьшая из встречающихся при повторении ее не менее 2-х раз. Пороки на материале отмечают с лицевой и изнаночной стороны. На кромке ставится «сигнал» о наличии порока (ниткой, липкой лентой, отрезком ткани). Порок, располагающийся более чем на 1/3 ширины куска, считают условным разрезом.
Рисунок 1 – Блок – схема работ подготовительного цеха и движения документации
ТТН – товарно-транспортная накладная; ПВ – промерочная ведомость; ПК – паспорт куска; КР – карта расчета
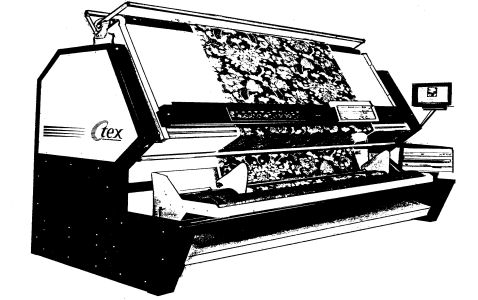
2. Оборудование для качественной приемки материалов Материалы нерастяжимые с малой поверхностной плотностью разбраковывают и промеряют на браковочно-промерочных машинах (рисунок 2). Измерение ширины на данном оборудовании производится или вручную с помощью линейки с ограничительными бортиками или с помощью фотодатчиков, фиксирующих положение кромки промеряемой ткани, в автоматизированном оборудовании. Измерение длины может выполняться как контактным, так и бесконтактным способами. Контактные способы – с помощью измерительных роликов, связанных со счетным устройством и приводимых в движение движущимся материалом. Точность измерения в этом случае зависит:
Рисунок 2 – Браковочно-промерочная машина
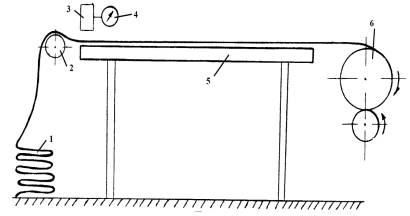
· от растяжимости материала при его движении по поверхности браковочно-промерочной машины или промерочного стола; · величины тангенциального сопротивления между ободом ролика и материалом; · возможного образования складки (наплыва) материала перед измерительным роликом; · толщины материала. Бесконтактные – с помощью счетчиков, фиксирующих длину пробега ленты конвейера с иглами или кардолентой, установленной в вырезе смотрового экрана и приводимой в движение перемещаемым материалом. Материалы легко растяжимые разбраковывают на браковочных машинах, а длину, ширину и координаты пороков определяют на промерочных столах (рисунок 3).
Рисунок 3 – Промерочный стол Длину рулона материала на промерочном столе измеряют следующим образом. Материал 1, уложенный «в книжку» и размещенный у торцевой стороны плоскости стола 5, перекидывают через направляющий ролик 2 и протягивают к противоположной торцевой стороне стола вручную. С помощью устройства 3 на материале делают отметку мелом через каждые 3 м. Счетчиком 4 фиксируют количество этих меток. Промеренный материал наматывается на вал 6. В крышке стола монтируются измерительные линейки: две линейки по боковым сторонам стола, одна – по торцевой у намоточных валов. Первые две линейки используются для определения координат пороков в рулоне, линейку по торцевой стороне – для измерения ширины ткани. Точность измерения длины материала на современном оборудовании зависит: от длины и состояния поверхности смотрового экрана; · количества и расположения направляющих материал роликов; · площади соприкосновения с поверхностью стола (экрана); · коэффициента трения о поверхность; · угла наклона поверхности; · подачи материала по наклонной поверхности (сверху вниз или снизу вверх).
Современное браковочно-промерочное оборудование зарубежных фирм оснащено устройствами: · снятия статического электричества; · механизации и автоматизации всех манипуляций с рулонами; · автоматического измерения длины, ширины, координат пороков без вытягивания материала; · выравнивания кромки при намотке рулонов; · спектроколориметрами для измерения цветовых различий.
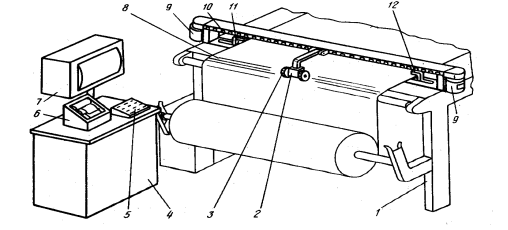
Выявление пороков визуальное и автоматическое. Маркировка пороков выполняется флуоресцентной краской, меткой в виде петли пряжи, металлической пластиной. Отметка порока может быть выполнена без останова машины. На экране дисплея указывается фактическое значение измеряемого параметра и его отклонение от заданной величины. Обработка данных выполняется на ЭВМ. Информация о кусках печатается автоматически. Из оборудования стран СНГ наиболее отвечающим современным требованиям являются браковочно-промерочные машины «Контроль-3» и «Контроль-3Ш» (Россия). Машина «Контроль- 3» оснащена устройствами автоматической подачи рулонов к смотровому экрану и измерения длины ткани. Машина «Контроль- 3Ш» – дополнительно устройствами автоматического измерения ширины материала, печати данных о ширине, равнения кромки материала и датчиком, фиксирующим начало и конец полотна. Компьютеризация отечественного оборудования возможна с применением прибора РИП-1 (рисунок 4). Он обеспечивает автоматическое измерение длины и ширины материалов, определение координат текстильных пороков, анализ, математическую обработку и печать результатов измерений, визуальной разбраковки материалов с индикацией их на дисплее, а также промежуточное хранение в памяти прибора данных о партии рулонов. Прибор может быть установлен на всех видах браковочно-промерочного оборудования.
Рисунок 4 – Прибор РИП-1: 1 – промерочный стол; 6 – принтер; 7 – дисплей; 2,3,8 – устройства для измере-ния длины материала; 10 – устройство для определения координат дефектов; 11,12 – устройства для измерения ширины материала.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН АЛМАТИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ Факультет легкой промышленности и дизайна Кафедра «Технология и конструирование изделий и товаров» ОПОРНЫЙ КОНСПЕКТ ЛЕКЦИЙ KV TPRT 3210 - «Технология подготовки и раскроя ткани» B072600 – «Технология и конструирование изделий легкой промышленности»
Алматы, 2016
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-29; просмотров: 1167; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.150 (0.007 с.) |