
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Допуски и посадки подшипников каченияСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Подшипники качения обладают полной взаимозаменяемостью. Присоединительными размерами подшипника качения являются наружный диаметр D, внутренний диаметр d и ширина кольца B. Допуски на изготовление посадочных поверхностей подшипника не совпадают с допусками по квалитетам, установленными для гладких и цилиндрических поверхностей. Для подшипников качения стандартом (ГОСТ 520-71) предусмотрены 5 классов точности (Р0, Р6, Р5, Р4, Р2). Класс точности указывается перед номером подшипника, при этом буква «Р» может опускаться (Р4-205 или 4-205), а нулевой класс (подшипники общего назначения) может не ставиться.
На рис. П1.5 представлены схемы расположения полей допусков посадочных диаметров колец подшипника и поля допусков сопрягаемых с ними поверхностей для подшипника класса точности Р0 в соответствие с данными табл. П1.8.
Стандартом установлены следующие обозначения полей допусков по классам точности подшипников: для внутренних колец (отверстия) L0, L6, L5, L4, L2; для наружных колец (валы) l0, l6, l5, l4, l2 (рис. П1.5). При этом допуски на отверстия внутренних колец перевернуты относительно нулевой линии, то есть поле допуска расположено не в тело кольца, как это принято для рядовых деталей, а из тела. В следствие перевернутости поля допуска L все посадки внутреннего кольца сдвигаются в сторону больших натягов - переходные посадки n, m и k становятся посадками с натягом, причем величина натяга в таких посадках несколько меньше по сравнению с нормальными посадками с натягом (от p до zc), а посадки с зазором h переходят в группу переходных посадок (рис. П1.5). Режим работы подшипника определяется по отношению динамической эквивалентной нагрузки P к динамической грузоподъемности C: нормальный режим - 0,07< P/C £ 0,15; легкий режим - P/C £ 0,07; тяжелый режим - P/C > 0,15. Рекомендуемые посадки для различных условий работы подшипника и разных видов нагружения колец представлены в табл. П1.9…П1.11. Таблица П1.9
На сборочных чертежах подшипниковых узлов посадку подшипника обозначают в виде дроби после номинального размера посадочного диаметра. Например, посадка с зазором наружного кольца подшипника диаметром 160 мм в корпус: Æ 160 H7/l0 (допускается Æ 160 H7-l0); переходная посадка внутреннего кольца подшипника диаметром 90 мм на вал: Æ 90 L0/js6 (допускается Æ 90 L0-js6). Таблица П1.10
Таблица П1.11 Посадки, рекомендуемые для установки наружных
Посадочные поверхности под установку подшипников должны иметь качественную обработку поверхности во избежание смятия и среза местных выступов (шероховатостей) при запрессовке и эксплуатации подшипников. При установке подшипников весьма желательно применение тепловой сборки (нагрев подшипника в масляной ванне с одновременным охлаждением вала твердой углекислотой или жидким азотом). Применяемая обычно в ремонтном производстве силовая сборка резко снижает срок жизни подшипника из-за взаимного перекоса колец после сборки. Перед установкой подшипников посадочные поверхности необходимо смазать жидкой или консистентной смазкой.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 547; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.153 (0.006 с.) |

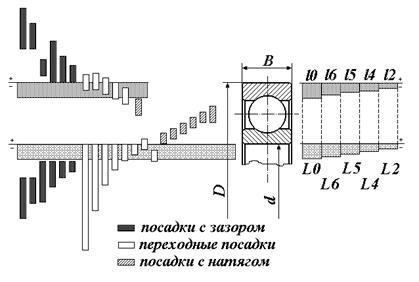 Рис. П1.5. Схема расположения полей допусков для посадочных диаметров подшипника и сопрягаемых с ними поверхностей (вал и корпус)
Рис. П1.5. Схема расположения полей допусков для посадочных диаметров подшипника и сопрягаемых с ними поверхностей (вал и корпус) 


