Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сварные соединения. Общие сведения. Типы сварки. Виды сварных соединений.Содержание книги
Поиск на нашем сайте Сварные соединения – неразъемные соединения, основанные на использовании сил молекулярного сцепления и получаемые путем местного нагрева деталей до расплавленного состояния (сварка электродуговая, электрошлаковая и др.) или до пластичного состояния, но с применением механической силы (контактная сварка, сварка ковкой). Сварное соединение является наиболее совершенным неразъемным соединением. Проще технология подготовительных операций. Сам процесс сварки производительнее и экономичнее клепки. Допускает широкое применение автоматизации, малошумен, обеспечивает герметичность соединения. Позволяет создавать изделия сложной формы и практически неограниченных размеров. Прочность сварных соединений приближается к прочности деталей из целого металла. Освоена сварка всех конструкционных сталей, цветных сплавов, пластмасс.
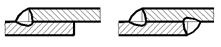
2.3.2 Типы сварки: Наиболее распространенные типы сварки: · электродуговая – ручная, полуавтоматическая, автоматическая; в среде защитных газов, под флюсом, обмазанными электродами (наиболее перспективна – автоматическая, для длинных швов и в массовом производстве); · электрошлаковая (в шлаковой ванне; для сварки массивных деталей); · контактная – точечная, шовная (меньшее количество теплоты; широко применяется в серийном и массовом производстве); · газовая (низкое качество шва из-за пор); · сварка давлением – кузнечно-прессовая и трением (преимущественно для тел вращения); Специальные виды сварки: · диффузионная (соединяет разнородные материалы, минимальное изменение свойств соединения по сравнению со свойствами основных материалов); · электронно-лучевая и лазерная (меньшее количество теплоты из-за его высокой концентрации, узкая зона проплавления, малые деформации; позволяет делать сварку закаленных деталей); · радиочастотная (производительный способ, преимущественно для сварки тонких труб); · ультразвуковая (в приборостроении, для деталей малой толщины из однородных и разнородных металлов); · сварка взрывом (преимущественно для нанесения покрытий); · плазменная (высокая производительность; кроме сварки применяется для резки). Весьма эффективны наплавки, повышающие износостойкость в 3…10 раз. Возможна наплавка слоя практически любого металла или сплава на заготовку из обычной конструкционной стали. Широко применяют восстановительные наплавки (клапаны автомобильных двигателей и дизелей, лемехи, бандажи ж/д колес, прокатные валки). 4 Виды сварных соединений Сварные соединения по взаимному положению соединяемых элементов делятся на:
Все перечисленные соединения могут быть: одно- и двухсторонними; без разделки или с различными видами разделок кромок.
|
||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 240; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.150 (0.01 с.) |