
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Механизация вспомогательных операцийСодержание книги
Поиск на нашем сайте
Оборудование для механизации вспомогательных операций при выполнении сварочных работ можно подразделить на две группы: - для установки и перемещения свариваемых изделий (универсальные вращатели, вращатели горизонтальные, вертикальные и роликовые; кантователи); -для установки и перемещения сварочных аппаратов (сварочные колонны, порталы) и сварщиков (площадки сварщиков, лифты). Универсальные сварочные вращатели предназначены для вращения свариваемого изделия со сварочной скоростью при механизированной и ручной дуговой сварке кольцевых швов, а также для установки изделия на маршевой скорости в удобное для сварки положение. Схема и общий вид универсального сварочного вращателя приведены на рис. 4.15. Горизонтальные сварочные вращатели выполняют те же функции, что и универсальные, но только при расположении оси вращения в горизонтальной плоскости (рис. 4.16). Роликовые сварочные вращатели предназначены для вращения цилиндрических изделий со сварочной скоростью при механизированной и автоматизированной сварке кольцевых швов, а также для установки изделий на маршевой скорости в удобное для сварки положение (рис. 4.17).
Рис. 4.15. Схема (а) и общий вид (б) универсального сварочного вращателя
Рис. 4.16. Схема (а) и общий вид (б) вращателя сварочного горизонтального двухстоечного: 1 - передняя приводная стойка; 2 - задняя поддерживающая стойка
Сварочные кантователи предназначены для поворота свариваемого изделия вокруг горизонтальной оси в удобное для сварки положение. Их применяют также для поворота изделия вокруг горизонтальной оси при сборочных операциях, при зачистке сварных швов и других отделочных операциях, когда требуется периодический поворот изделия на неопределенный угол в благоприятное для обработки положение. Некоторые схемы кантователей привелены на рис. 4.18. Кантователи различают: — центровые, поворачивающие изделие вокруг оси, которая проходит через изделие (рис. 4.18, о); — рычажные, поворачивающие изделие вокруг оси, которая проходит вне изделия (рис. 4.18, б); — цепные, поворачивающие изделие вокруг оси, проходящей через изделие, с помощью гибкой тяги на которую кладут изделие {рис. 4.18, в); — кольцевые, поворачивающие изделие вокруг оси с помощью разъёмного кольца, охватывающего изделие (рис. 4.18, г).
Рис. 4.19. Сварочные колонны для самоходного (а) и подвесного (6) сварочных автоматов:
Рис. 4.20. Общий вид колонны с универсальным вращателем
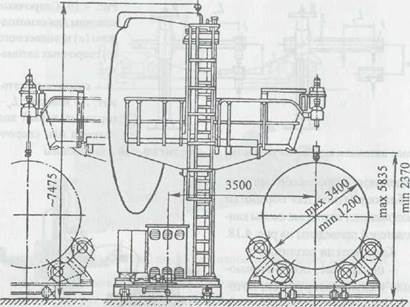
Рис. 4.22. Схема (а) и общий вид (б) универсальной установки для дуговой сварки, собранной из унифицированного механизированного оборудования
Колонны для сварочных автоматов предназначены: для установки и перемещения либо самоходных, либо подвесных (несамоходных) сварочных автоматов (рис. 4.19). Первые применяются для сварки кольцевых и прямолинейных продольных швов, вторые - только для кольцевых швов.
Колонны могут быть снабжены фильтровентиляционными агрегатами для отсоса вредных веществ из зоны сварки и использованы при работе с универсальными, вертикальными, горизонтальными и роликовыми вращателями (рис. 4.20). К оборудованию для перемещения сварщика относительно изделия относятся различного рода подъёмные и подъёмно-выдвижные площадки (балконы) с механизированным приводом дистанционного управления (рис. 4.21). При электрошлаковой сварке барабанов, котлов и других крупногабаритных изделий требуется перемещение сварщиков по вертикали на несколько метров. В этих случаях в процессе сварки применяют специальные лифты. На рис. 4.22 приведена схема установки для дуговой сварки под флюсом, собранной из унифицированного механизированного оборудования. Эта установка с рабочим балконом предназначена для сварки резервуаров внешними продольными и кольцевыми швами. Возможность комбинации этой установки с четырьмя роликовыми вращателями обеспечивает высокую степень её загрузки. При дуговой сварке под флюсом кольцевыми швами на балконе можно устанавливать и перемещать сварочную головку на расстояние 2,5 м с целью точного позиционирования. Существенное повышение производительности достигается при оснащении установки двумя сварочными головками и системой автоматического слежения за стыком. Установку можно оборудовать видеосистемой наблюдения за процессом сварки, и тогда она будет обслуживаться одним оператором.
|
||
|
|
Последнее изменение этой страницы: 2016-12-16; просмотров: 1112; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.103 (0.009 с.) |

 Секции вращателей изготавливают в следующем исполнении: стационарные и передвижные; приводные и неприводные (холостые); с одинарными и балансирными (самоустанавливающимися) роликами.
Секции вращателей изготавливают в следующем исполнении: стационарные и передвижные; приводные и неприводные (холостые); с одинарными и балансирными (самоустанавливающимися) роликами.




 Большинство колонн поворотные, что делает возможным отводить сварочный аппарат в сторону и устанавливать свободно изделие каким-либо подъёмным устройством; известны также передвижные (по рельсовому пути) и стационарные колонны.
Большинство колонн поворотные, что делает возможным отводить сварочный аппарат в сторону и устанавливать свободно изделие каким-либо подъёмным устройством; известны также передвижные (по рельсовому пути) и стационарные колонны.


