Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Автоматизация дуговой сваркиСодержание книги
Похожие статьи вашей тематики
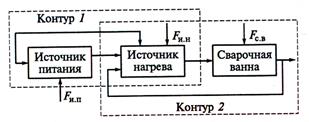
Поиск на нашем сайте Структура сварочного контура и возмущающие воздействия Формирование сварного соединения можно рассматривать как результат функционирования двухконтурной системы источник питания – источник нагрева – сварочная ванна (рис.2.1).
Рис. 2.1. Схема сварочного контура, FИП, FИН, FСВ – векторы возмущений в источнике, нагрева и сварочной ванне соответственно.
Отдельные компоненты этой системы объединены обратными связями в сложную многосвязную систему. Действие этих связей проявляется в том, что изменения процесса формирования сварного соединения оказывают обратное воздействие на источники нагрева и питания. При дуговой сварке изменение глубины проплавления сопровождаются изменением длины дуги, вследствие чего изменяется напряжение на дуге и режим работы источника питания. Все многообразие параметров процесса сварки можно разделить на три группы [1]: энергетические, характеризующие вклад энергии в процесс образования сварного соединения (напряжение и сила тока дуги, температура изделия и др.); кинематические, характеризующие пространственное перемещение или положение источника нагрева относительно изделия (скорость подачи электродной проволоки, скорость сварки и др.); технологические, характеризующие условия формирования и кристаллизации сварных швов, переноса электродного металла (диаметр электрода, форма и размеры разделки, величина зазора, вылет и угол наклона электрода, положение шва в пространстве, способ защиты сварочной ванны). Процесс сварки подвергается возмущениям, нарушающим его нормальное протекание и приводящие к отклонениям показателей качества сварного соединения от требуемых значений. Источниками энергетических и кинематических возмущений являются промышленная сеть, колебания длины дуги и отклонения электрода от оси стыка, колебания скорости подачи электрода и скорости сварки и др. Причины технологических возмущений -- несовершенство технологии подготовки кромок свариваемой заготовки и их сборки, изменения химсостава свариваемого материала, состава защитного газа. В условиях действия возмущений качественные сварные соединения могут быть получены только на основе использования систем автоматического управления (САУ), которые выполняют следующие функции: программное управление перемещениями рабочих органов сварочного оборудования; управление последовательностью операций – системы программного управления сварочными циклами; стабилизация режима сварки; автоматизация направления электрода по стыку сварного соединения с помощью следящих систем; компенсация отдельных технологических возмущений; управление процессом сварки с использованием математических моделей, описывающих процесс образования сварного соединения с учетом трудноконтролируемых технологических возмущений (изменение химсостава основного и присадочного материалов, защитной среды и др.). Программное управление перемещениями рабочих Сварочного оборудования В зависимости от характера управления СПУ могут быть разделены на позиционные и контурные. Первые обеспечивают последовательное позиционирование рабочего органа из одной точки пространства в другую (применяются для сварки электрозаклепками, дуговой приварки шпилек и бобышек, многопроходной сварки для раскладки валиков др.). Контурные СПУ применяются для обеспечения движения с заданной контурной скоростью в любой точке траектории (сварка криволинейных и пространственных швов, наплавка сложных поверхностей, термическая резка и др.). По способу задания и отработки программы, а также по виду применяемых технических средств СПУ делятся на кинематические и числовые. Характерной особенностью кинематических систем СПУ является задание величины и траектории перемещений в виде сменяемых геометрических аналогов (моделей). Системы числового программного управления (ЧПУ). Характерной особенностью этих систем является представление информации о величинах и траекториях перемещений, а также о параметрах режимов в алфавитно-цифровом виде, а переработка этой информации осуществляется с применением методов и средств вычислительной техники. Системы ЧПУ—наиболее гибкое средство автоматизации манипуляционных систем сварочного оборудования.
|
||
|
|
Последнее изменение этой страницы: 2016-12-15; просмотров: 905; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.64 (0.01 с.) |