Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изучение структуры стали после термической обработкиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Цель работы: ознакомиться с термической и химико-термической обработкой стали.
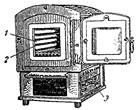
Содержание работы 1. Ознакомиться с устройствами и работой электрохимического оборудования для нагрева стали при термообработке, 2. Правильно назначить температуру нагрева при термообработке для до и заэвтектоидной углеродистой стали, используя диаграмму состояния Fе - Fе С 3. Зарисовать микроструктуру образцов стали закаленной и после отпуска, 4. Зарисовать диаграмму изменения твердости стали в зависимости от температуры отпуска. 5. Кратко описать структуру углеродистой стали, получившейся при закалке и структурного превращения при отпуске. 6. Зарисовать микроструктуру цементированного слоя и описать из чего она состоит. Оборудование и материалы Для проведения работы необходимы: электропечи для нагрева образцов; термопары с гальванометрами; бачки с охлаждающейся жидкостью; образцы (не менее 5 шт.) углеродистой стали в виде шайб диаметром 10 – 15 мм; прибор для измерения твердости (прибор типа Роквелла); полировально-шлифовальная установка; реактивы для травления и паста ГОИ; клещи. Нагреваемые образцы помещают в закрытый муфель 1 электропечи, где они равномерно нагреваются за счет тепла, получаемого от нагревательной обмотки 2. Регулирование температуры в печи производится реостатом 3. Для измерения температуры до 13000С применяют термоэлектрические пирометры. Термопара 1 представляет собой две проволоки 1 и 2, изготовленные из разных металлов или сплавов и спаянные с одного конца (горячий спай термопары). Проволоки соединены медными проводами 4 и 5 с гальванометром II. Если горячий спай 3 подвергать нагреву, то на противоположных концах термопары (холодный спай) появится разность потенциалов, измеряемая в милливольтах. Эта разность потенциалов будет тем больше, чем больше разность температур между горячим и холодным спаями температуры. В гальванометре находится постоянный магнит 6, между полюсами которого находится подвижная катушка 7. К катушке прикреплена стрелка 8, которая может перемещаться по шкале с делением в милливольтах или градусах.
В зависимости от изменяемой температуры в печи применяют различные термопары (табл. 1). Таблица 1
При нагреве металла в атмосфере воздуха, особенно при отпуске, для определения температуры можно пользоваться цветами побежалости. Появление их связанно с интерференцией белого света в пленках окислов железа.
Таблица 2
В качестве охлаждающей жидкости при закалке углеродистой стали применяют воду комнатной температуры свыше 25 – 300 С резко снижает скорость охлаждения, в связи с чем не может обеспечить закалку стали на мартенсит.
Закалка и отпуск стали
Закалка и отпуск служат для улучшения механических свойств стали. Операция закалки состоит в нагреве стали на 30 – 500 С выше точки Ас1 или Ас3, выдержки при этой температуре и последующем охлаждении в различных средах (воде, масле, расплазленных солях). При термической обработке стали возможно получение следующих структурных составляющих. Аустенит (остаточный); в закаленной на мартенсит стали всегда остается некоторое количество остаточного аустенита. Он ничем не отличается от обычного аустенита, т.е. представляет собой твердый раствор углерода в γ – железе. Мартенсит представляет собой пересыщенный твердый раствор углерода в α – железе. Различают мартенсит закалки и мартенсит отпуска. Мартенсит закалки получается непосредственно после закалки и имеет тетрагональную кристаллическую решетку. При рассмотрении микроструктуры закаленной стали на темном фоне аустенита мартенсит виден в виде светлых игл. Троостит – механическая смесь высокодисперсных частиц цементита и феррита. При закалке троостит является продуктом распада аустенита, а при отпуске – продуктом распада мартенсита. Частицы цементита в троостите неразличимы под обычным отечественным микроскопом даже при самом сильном увеличении (2000 раз). Сорбит – механическая смесь цементита и феррита, но более грубого строения, чем троостит. Частицы цементита в сорбите крупнее, чем в троостите, и различимы под микроскопом при увеличении более 500 раз. Различают сорбит закалки и сорбит отпуска – зернистая.
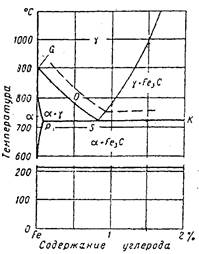
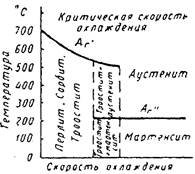
В зависимости от температуры нагрева закалки бывает полная и неполная. Доэвтектоидные стали при закалке нагреваются до температуры выше линии GS, а заэвтектоидные – выше линии SK. При быстром охлаждении стали аустенита полностью превращается в мартенсит рис. 3. Повышение температуры нагрева приводит к укреплению зерна аустенита и к получению более крупноигольчатого мартенсита при закалке рис. 4. В результате полной закалки наряду с мартенситом структура стали характеризуется некоторым количеством непревращенного аустенита. Количество остаточного аустенита заметно увеличивается при наличии в стали легирующего элемента, например, марганца рис. 5. При неполной закалке сталь нагревают до температуры выше линии RSK. Структура неполностью закаленной углеродистой стали характеризуется светлыми зернами феррита и мартенситными участками игольчатого строения рис. 6. Сталь с такой структурой неоднородная и недостаточна тверда, вследствие наличия мягких ферритовых зерен. В производстве неполная закалка доэвтектоидной стали не допускается. В заэвтектоидной стали неполная закалка, осуществляемая нагреванием до температуры, находящейся между Ас1 и Ас3 с последующим быстрым охлаждением, является нормальной термической обработкой и приводит к лучшим результатам, чем полная закалка. Присутствие в структуре, наряду с мартенситом, нерастворившихся зерен цементита дает более высокую твердость, чем при полной закалке. Более низкая температура нагрева исключает перегрев и значительные термические напряжения. На рис.7 приведена часть диаграммы железо – цементит с практически применяемыми температурами закалки до- и заэвтектоидных сталей. Скорости охлаждения, получаемые при применении некоторых наиболее распространенных охлаждающих сред, приведены в табл. 2. Измерение скорости охлаждения приводит к смещению температуры превращения аустенита. На рис. 8 показано влияние скорости охлаждения на температуру распада аустенита в феррито-цементитовые смеси сорбита троостита (точка ArI) и бездиффузионного превращения аустенита в мартенсит (точка ArII). Чем больше скорость охлаждения, тем ниже температура распада аустенита. При очень больших скоростях охлаждения температура превращения аустенита в мартенсит остается примерно на одном уровне. Скорость охлаждения, при которой почти весь аустенит распадается и в структуре стали появляются первые участки мартенсита,
Таблица 3
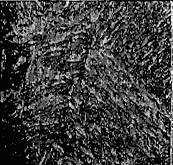
Называется нижней критической скоростью, а скорость, при которой аустенит не распадается, а превращается в мартенсит, называется верхней критической скоростью. При охлаждении стали со скоростью между верхней и нижней критической происходит частичный распад аустенита в ферито-цементитовую смесь и частичное превращение оставшегося аустенита в мартенсит. Структурными составляющими в этом случае являются светлые иглы мартенсита и темные участки троостита рис. 9. Троостит выпадает в первую очередь и, как правило, располагается по границам аустенитных зерен при более низкой температуре превращается в мартенсит. Троостит представляет собой механическую смесь дисперсных частиц феррита и цементита размером порядка 10-6 см.
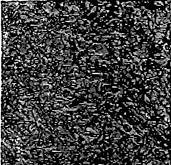
Характерной его особенностью является легкая травимость в темный, почти в черный цвет. При охлаждении со скоростью ниже критической происходит полный распад аустенита в феррито-цементитовую смесь, называемую сорбитом рис. 10 или перлитом.
Детали тонкого сечения (5 – 10 мм) подвергают во многих случаях изотермической закалке. При этом производят нагрев до температуры закалки в последующее быстрое охлаждение с длительной изотермической выдержкой в горячей среде (300 – 3500 С) в зависимости от требуемой твердости детали. Изотермическая закалка в ряде случаев позволяет избежать коробления и образования трещин. Изотермическая выдержка, как правило, пригодится в зоне игольчато-трооститного превращения с последующим охлаждением на воздухе. При изотермической закалке происходит превращение промежуточного типа. Получается игольчатая структура: весьма дисперсная смесь феррита и цементита, напоминающая по внешнему виду мартенсит отпуска, называемая игольчатым трооститом. Закаленная сталь находится в напряженном состоянии и обладает большой хрупкостью, что не дает возможности ее практического использования. Чтобы уменьшить хрупкость, ослабить напряжение, вызванные закалкой, и получить требуемые механические свойства, сталь подвергают отпуску. Отпуск осуществляется путем нагрева, закаленной стали до температуры, не превышающей линии PSK с последующим охлаждением.
При нагреве закаленной стали неустойчивая структура мартенсита и остаточного аустенита превращается в более устойчивую. Твердость стали падает. Отпуск подразделяется на низкий, средний и высокий в зависимости от температуры нагрева. При низком отпуске (нагрев до температуры 150 – 2000 С) происходит интенсивный распад мартенсита закалки и превращение его в мартенсит отпуска с выделением карбида, как самостоятельной фазы. Это сопровождается уменьшением твердости, объема и электросопротивления. Мартенсит отпуска темноигольчатый рис. 11. При среднем (нагрев в пределах 300 – 4000 С) и высоком (500 – 6000 С) отпуске сталь из состояния мартенсита переходит соответственно в состоянии троостита рис. 12 и сорбита рис. 13. Влияние температуры отпуска на механические свойства закаленной стали, содержащей 0,45% С, приведены на диаграмме рис. 14.
Контрольные вопросы 1. Дать определение термообработке, перечислить виды термообработки и их назначение. 2. Дать определение химико-термической обработке стали и назвать ее виды. 3. Отличие термообработки от химико-термической обработки. 4. Какие стали подвергают цементации и с какой целью?
Тема 5.3 Процессы формирования разъемных и неразъемных соединений Практическая работа 4
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 1612; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.153 (0.062 с.) |