
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Змащування зубчастих, черв'ячних і ланцюгових передачСодержание книги
Поиск на нашем сайте Змащування зубчастих передач зменшує їх спрацювання, шум і вібрацію, запобігає зчепленню поверхонь, охолоджує деталі, пом'якшує удари. Через те, що у гвинтових і гіпоїдних передачах спостерігається значення бічне ковзання зубів, вони найбільш схильні до зчеплення (схоплювання контактуючих поверхонь). Умови виникнення рідинного тертя найкращі у прямозубих колесах, менш сприятливі в косозубих і незадовільні в гвинтових і гіпоїдних. Тому гвинтовим і гіпоїдним передачам потрібне мастило з протизадирними присадками, або гіпоїдна олива. Чим вищі допустимі навантаження зубчатої передачі, тим більшою повинна бути в'язкість оливи, для вибору якої користуються спеціальними таблицями і номограмами. На вибір сорту оливи впливає також захищеність передачі. В добре закритих і ущільнених конструкціях застосовують оливи з меншою в'язкістю. Закриті зубчасті передачі при коловій швидкості не вищій 12...15 м/с, як правило, змащуються зануренням у рідке мастило. Рекомендовані значення кінематичної в’язкості мастил подані в табл. 2. Кількість рідкого мастила вибирається з розрахунку 0,35...0,7 л на 1 кВт потужності, що передається. У відкритих або недостатньо закритих передачах, наприклад, в металорізальному обладнанні, застосовують оливи індустріальні І-20А,І-30А чи І-40А. У великогабаритних зубчастих передачах при швидкостях менше 4м/с допускається застосування густих мастил. Таблиця 2 Рекомендовані значення кінематичної в’язкості (сСт) олив для стальних коліс закритих зубчастих передач при температурі 50°С
В черв'ячних і гвинтових передачах можливості рідинного тертя обмежені. Вибір в'язкості олив для них здійснюють за табл. 3. У ланцюгових передачах мащення зменшує тертя, величину зносу деталей і шум. Шум тим більше зменшується, чим більша в'язкість оливи. Характер роботи ланцюга такий, що змащувальна рідина недостатньо затримується в його ланках і її проникнення до поверхонь тертя обмежене. Таким умовам задовольняють індустріальні оливи І-20А, І-30А, І-45, Автол 10 тощо. Таблиця 3 Кінематична в’язкість олив для черв’ячних передач
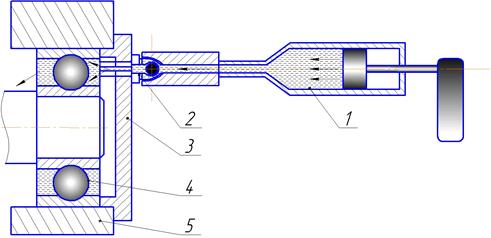
Густе мастило в ланцюгових передачах застосовують при швидкостях до 5 – 7 м/с. При температурі меншій 60°C застосовують солідоли або графітизоване густе мастило, а при більш високих температурах і за відсутності вологи – консталін. Для особливо важких умов роботи може виявитися ефективним дисульфід молібдену. Перед мащенням густе мастило попередньо нагрівають до 50 … 55°С і в нього занурюють ланцюг. Раціональний вибір способу мащення і мастильних матеріалів суттєво підвищує довговічність і надійність ланцюгових передач, покращує тепловідведення, зменшує рівень шуму. Для змащування напрямних верстатів і технологічного обладнання використовують в основному індустріальну оливу І-20А, І-30А, І-45А. Для підвищення зносостійкості можна використовувати незначні добавки в оливи колоїдного графіту. Для важконавантажених напрямних застосовують густі мастила, наприклад, солідол. Для мащення металополімерних пар, в яких одна з деталей неметалева, можуть використовуватись мінеральні оливи, емульсії, мазі і вода. Ефективність дії мащення при різних режимах роботи визначається не тільки характеристика мастильної речовини, але і природою та властивостями неметалевої поверхні. Для зменшення коефіцієнту тертя вузлів обладнання,відведення зайвого тепла застосовуються поточна i циркуляційна системи змащування. В поточній системі змащувания (рис. 1) застовуються як рідкі, так i консистентні мастила, які використовуються однократно.
Рис.1. Поточна система змащувания 1 - мастильний шприц; 2 - маслянка; 3 - підшипникова кришка; 4 –підшипник; 5 – корпус обладнання
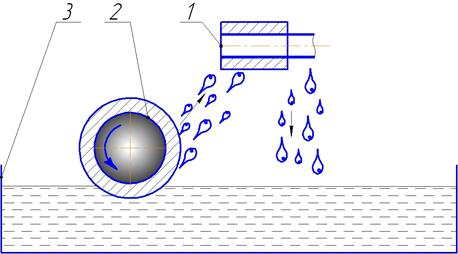
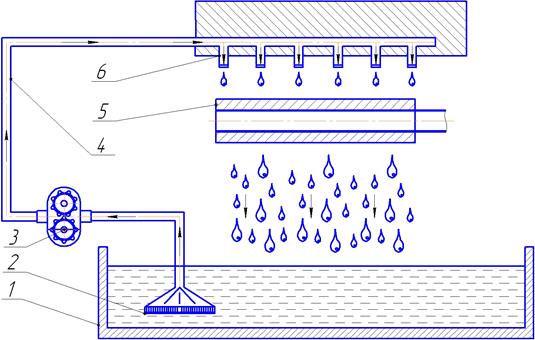
В циркуляційних системах змащування використовується рідке мастило, яке після відстою в піддоні картера вільної системи змащування (рис. 2), або після очищення фільтром і відстою в примусовій системі змащування (рис. 3) багатократно подається в вузол тертя.
Рис. 2. Вільна циркуляційна система змащування: 1 – вузол тертя, 2 – подавач мастила, 3 – картер
Для забезпечення ремонтних робітмастильними матеріалами необхідно скласти заявку на отримания мастила. Заявка складаеться на підставі розрахунку piчної потреби в мастильних матеріалах формула [1],які підбираються з урахуванням особливостей систем змащування обладнання.
Рис.3. Примусова циркуляційна система змащування 1 - піддон з мастилом; 2 - масляний фільтр; 3 - насос; 4 - маслопровід; 5 – вузол тертя; 6 - головна масляна магістраль. 1. Розрахунок річної потреби в мастилі:
де
2000 - річна норма напрацювання одиницею обладнання, год. 2. Річний фонд робочого часу одиниці обладнання:
де 1,15 - коефіцієнт врахування роботи обладнання під час пуску, миття;
1. Річний фонд робочого часу одиниці обладнання:
де 1,15 - коефіцієнт врахування роботи обладнання під час пуску, миття;
2. Розрахунок річної потреби в мастилі:
де
2000 - річна норма напрацювання одиницею обладнання, год. Висновок: для роботи нашого обладнання згідно розрахунку нам потрібно на рік 0,72 кг мастила. Для забезпечення його роботи ми складаємо заявку на директора підприємства.
«Затверджую» Директор заводу «Ленінського комсомолу» ______________Петренко В.І. «___» лютого 2012 р. ЗАЯВКА на мастильні матеріали для експлуатації технологічного обладнання
Механік цеху № 4 ___________________(_________________) (підпис) (прізвище та ініціали)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-20; просмотров: 524; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.150 (0.006 с.) |

 , кг/рік [1]
, кг/рік [1] - річний фонд робочого часу одиниці обладнання, год;
- річний фонд робочого часу одиниці обладнання, год; - річна норма витрат мастила, кг/рік;
- річна норма витрат мастила, кг/рік; - кількість однакових (однотипових) одиниць обладнання, шт;
- кількість однакових (однотипових) одиниць обладнання, шт; , год [2]
, год [2] - річний плановий випуск продукції (переробки сировини), кг, м3, л;
- річний плановий випуск продукції (переробки сировини), кг, м3, л; - паспортна продуктивність машини, кг/год, м3/год, л/год;
- паспортна продуктивність машини, кг/год, м3/год, л/год; год
год кг/рік
кг/рік


