

Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Условные графические обозначения элементов литейной технологии.
Похожие статьи вашей тематики
Обозначение разъемов и положения модели, формы. Изображение припусков. Изображение и обозначение стержней.
7. Условные графические обозначения элементов литейной технологии (ГОСТ 2.423-73)
| Правило выполнения условных обозначений
| Графическое изображение на чертеже
| | Обозначение разъемов и положения модели, формы
| | 1. Прямую плоскость разъема модели и формы изображают на чертеже прямым отрезком основной линии, над которым проставляют буквенное обозначение разъема - МФ.
Направление разъема изображают сплошной основной линией, ограниченной стрелками и перпендикулярной линии разъема.
| 
| | 2. Ломаную плоскость разъема модели и формы изображают на чертеже ломаным отрезком основной линии, над которым проставляют буквенное обозначение разъема - МФ. Направление разъема изображают так же, как и при прямом разъеме (см. п. 1)
| 
| | 3. То же, что в п. 1, 2, но при использовании неразъемной модели указывают только буквенное обозначение прямого (или ломаного) разъема формы - Ф
| 
|
| Правило выполнения условных обозначений
| Графическое изображение на чертеже
| | Обозначение разъемов и положения модели, формы
| | 4. То же, что в п. 1, 2, но при нескольких разъемах модели и формы, каждый разъем прямой (или ломаный) изображают отдельно
| 
| | 5. Положение отливки в форме обозначают буквами В (верх), Н (низ). Буквы проставляют у стрелок, указывающих направление разъема модели и формы
| 
| | 6. Если литейная форма формуется в горизонтальном положении, а заливается в вертикальном, то буквенные обозначения верха и низа у стрелок разъема модели и формы не ставят. Параллельно направлению заливки проводят отрезок основной линии, у стрелок которой проставляют обозначение верха (В) и низа (Н)
| 
|
| Правило выполнения условных обозначений
| Графическое изображение на чертеже
| | Изображение припусков
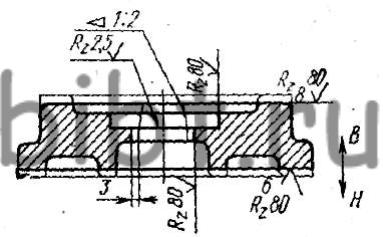
| | 7. Припуск на механическую обработку изображают сплошной тонкой линией. Величину припуска указывают цифрой перед знаком шероховатости детали или величиной уклона и линейными размерами
| 
| | 8. При несложных отливках припуск на механическую обработку не изображают, а указывают только его величину. Отверстия, впадины и т. п., не выполняемые литьем, зачеркивают сплошной тонкой линией
| 
| | 9. Технологический припуск обозначают буквой Т и цифрой со знаком минус (-) или плюс (+), указывающей его величину. Обозначение и величину припуска проставляют на продолжении размерной линии или на полке линии выноски
| • 
|
| Правило выполнения условных обозначений
| Графическое изображение на чертеже
| | Изображение и обозначение стержней
| | 10. Стержень, его знаки и фиксаторы, стержень-перемычку, разделительную диафрагму легкоотделяемой прибыли, знаки модели изображают сплошной тонкой линией в масштабе чертежа. Проставляют размеры знаков и их зазоры.Стержень в разрезе (см. эскиз) штрихуют только у контурных линий и обозначают буквами ст. с указанием порядкового номера ст. 1
| 
| | 11. Если расположение проекций на чертеже детали не позволяет изображать знак стержня в масштабе, то его разрывают или изображают не в масштабе
| 
| | 12. На проекции, которая не дает полного представления о формовочных уклонах стержневого знака, проводят только одну линию, соответствующую наибольшему размеру (см. эскиз, знак стержня в плане изображен одной тонкой линией)
| 
|
| Правило выполнения условных обозначений
| Графическое изображение на чертеже
| | Изображение и обозначение стержней
| |
|
| | 13. Изображение стандартизованной диафрагмы (см. эскиз) и стержня-перемычки сопровождают условным обозначением, которое размещают на полке линии-выноски. Размеры диафрагмы и стержня-перемычки на чертеже не проставляют
| 
| | 14. Направление набивки стержня изображают стрелкой
| 
| | 15. Разъем стержневого ящика изображают стрелками
| 
| | 16. Если стержень состоит из нескольких частей, то прямую (или ломаную) плоскость разъема изображают тонкой сплошной линией, над которой размещают надпись «Линия разъема ст. 1»
| 
|
Назначение припусков, допусков и напусков на отливки.
ПРИЛОЖЕНИЕ1. А
Таблица 01.
|




